LUM21 HR Safety Information
© Atlas Copco Industrial Technique AB - 9836 1172 05
79
Vibration (according
to ISO 8662-7)
m/s
2
Measured vibration
value
< 2.5
Spread in method and
production
Декларация по шуму и вибрации
Заявленные значения получены в
лабораторных испытаниях, проводимых в
соответствии с государственными стандартами.
Данные значения нельзя использовать для
оценки риска. Значения, измеренные на
отдельных рабочих местах, могут немного
превышать заявленные значения. Фактические
значения и риск причинения вреда отдельным
сотрудникам являются уникальными и зависят
от способа работы, обрабатываемых деталей и
конструкции рабочего места, а также от
продолжительности работы и физического
состояния работника.
Компания Atlas Copco Tools AB не несет
ответственности за последствия применения
заявленных, а не фактических значений
воздействия, если конкретная оценка риска
проводится в рабочих условиях, которые
компания Atlas Copco не может
контролировать.
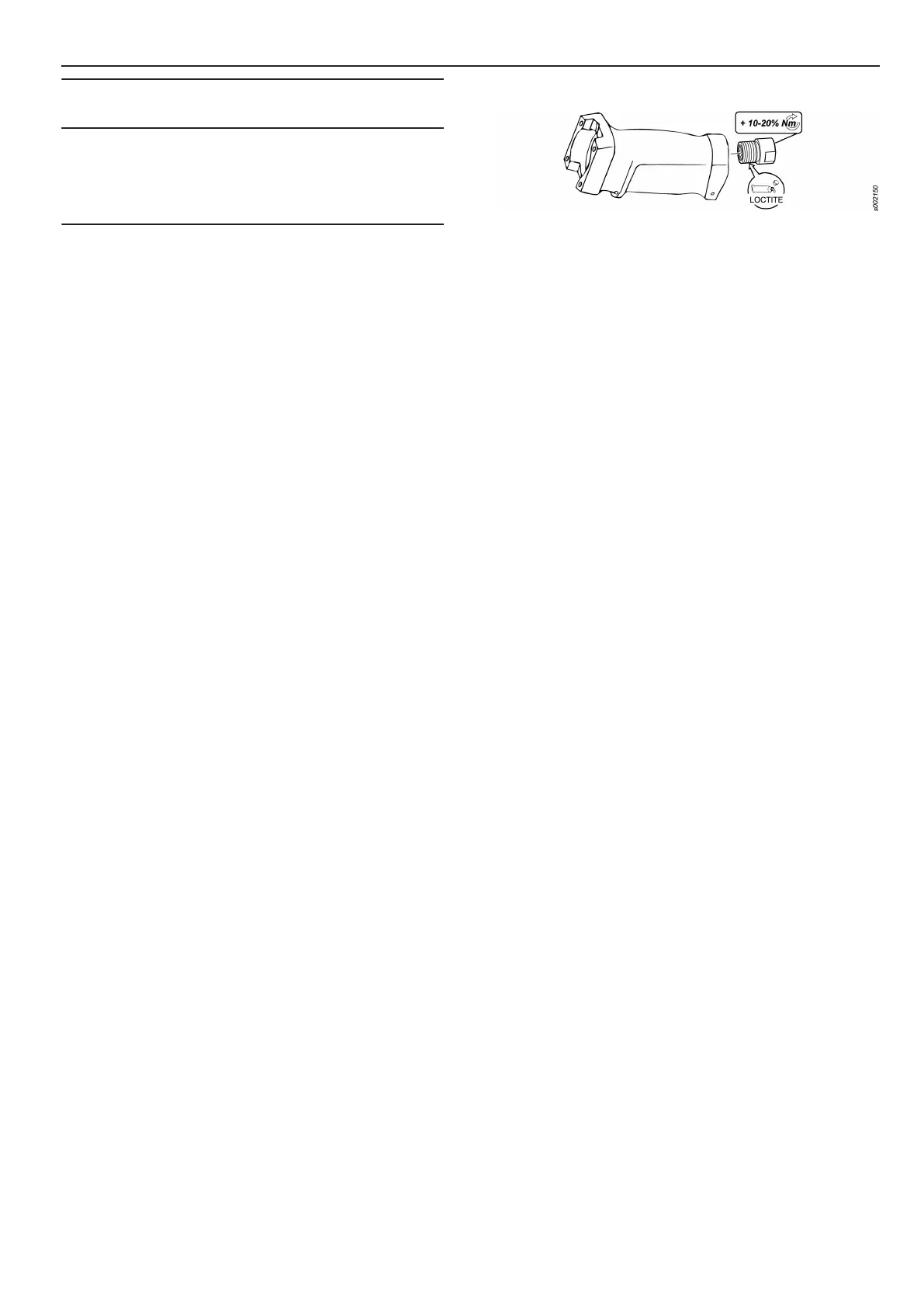
Затяжка резьбовых соединений
Моменты затяжки, указанные в перечне
запчастей, предназначены для достижения
надлежащего усилия зажима и предотвращения
ослабления деталей. При проведении
техобслуживания данные детали должны
допускать возможность открытия без
повреждения. Тем не менее при особых
обстоятельствах (в зависимости от вида
системы и использования) детали могут
ослабевать по истечении некоторого времени
эксплуатации. В таких случаях возможно
повышение момента на 10–20%, а при
необходимости также возможно нанесение
некоторых видов жидких фиксаторов
резьбовых соединений с низкой или средней
степенью фиксации.
Пример
Uwaga
Wiele zdarzeń występujących w środowisku
roboczym może mieć wpływ na proces dokręcania
i wymaga potwierdzenia wyników. Zgodnie z
obowiązującymi normami i/lub przepisami,
wymagamy niniejszym sprawdzenia zain-
stalowanego momentu obrotowego po wystąpieniu
każdego zdarzenia, które może mieć wpływ na
wynik dokręcania. Poniżej podano niektóre
przykłady takich zdarzeń:
• początkowe zamontowanie systemu
narzędziowego
• zmiana partii części, partii śrub, wkrętów,
narzędzia, oprogramowania, konfiguracji lub
środowiska
• zmiana połączeń pneumatycznych lub elek-
trycznych
• zmiana ergonomii linii, procesu, procedur lub
praktyk jakościowych
• zmiana operatora
• wszelkie inne zmiany, które mają wpływ na
wynik procesu dokręcania

 Loading...
Loading...

