20
En el MIG sinérgico la longitud del arco, en el MIG
convencional, la tensión de soldadura.
En el interior del menú de servicio, en base a la función
programada por la manecilla AI selecciona el valor
programado, la activación o desactivación de la misma
o una ulterior elección que se hará en el interno de la
función misma.
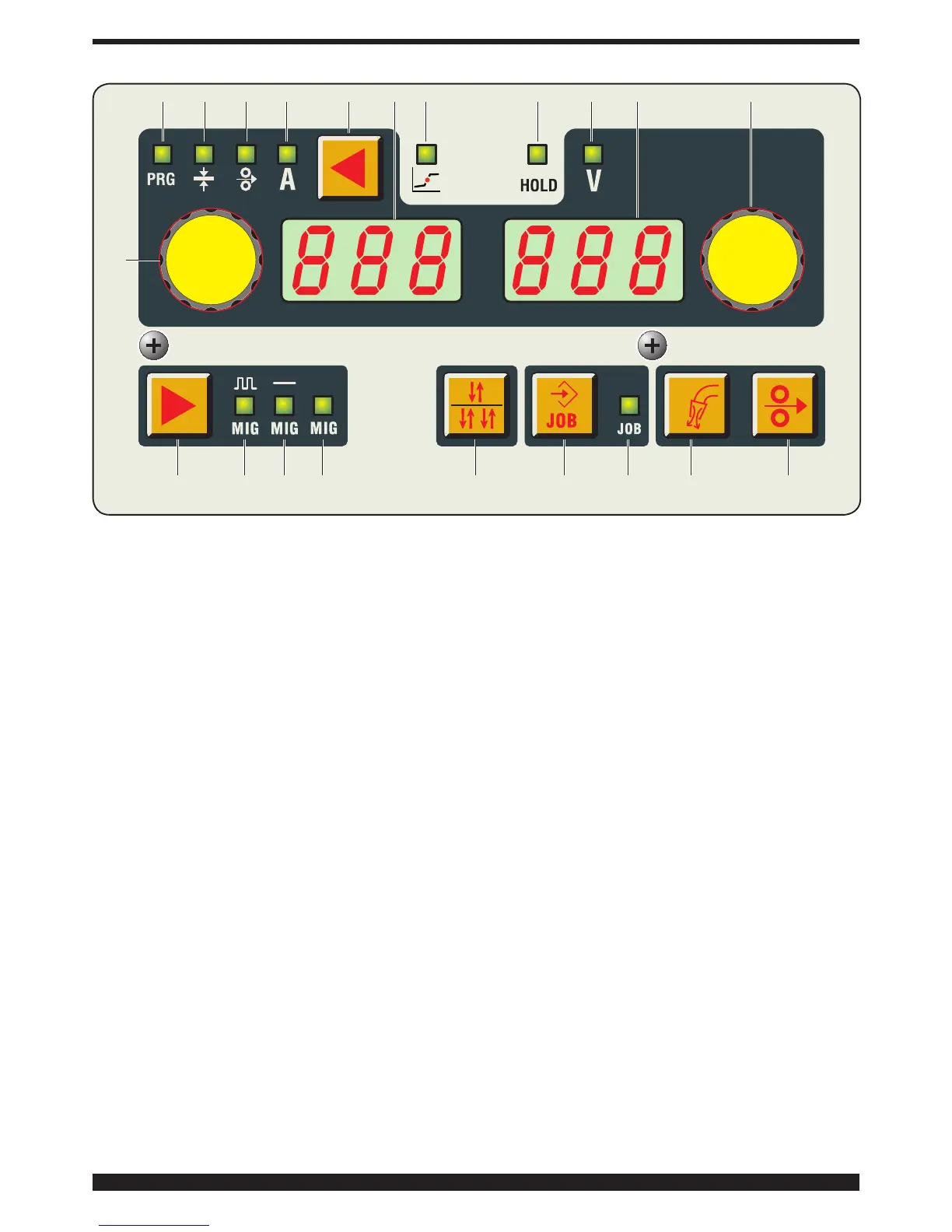
Display AL.
En todos los procesos de soldadura visualiza
numéricamente las selecciones hechas con la tecla de
selección AE y reguladas con la manecilla AI.
Para la corriente de soldadura (LED AD) visualiza los
amperios.
Para la velocidad de soldadura (LED AC) visualiza los
metros por minuto.
Para el espesor (LED AB) visualiza los milímetros.
Para el (LED AA) visualiza el número de programa
programado.
En las funciones de servicio selecciona las siglas: TRG,
SP, HSA, CrA, PrF, PoF, Acc, bb, L, Dp, PPF, Ito, Fac.
Para los parámetros colocados en el interior de las
funciones de servicio que vienen visualizados por el
display AL ver el párrafo funciones de servicio.
Cuando la máquina está en warning, visualiza unas letras
centelleantes (por ejemplo: OPN si el panel lateral está
abierto). Cuando la máquina está en error visualiza la sigla
Err.
Display AM.
Visualiza numéricamente, en el MIG sinérgico la longitud
del arco y en el MIG convencional la tensión de soldadura.
Para la tensión de soldadura (LED AH encendido) visualiza
los Voltios. Para la longitud del arco (LED AH apagado)
visualiza un número comprendido entre –9,9 y + 9,9, el 0
es el valor aconsejado.
Para los parámetros colocados en el interior de la función
de servicio MIG que vienen visualizados por el display AM
ver el párrafo funciones de servicio.
Cuando la máquina está en error visualiza el correspondiente
código de error, comprendido entre 1 y 99.
Tecla de selección AO.
A cada presión selecciona el tipo de proceso elegido, la
selección es visualizada por los LEDs AP/AQ/AR..
LED AP MIG PULSADO.
El proceso está programado en MIG Pulsado Sinérgico.
LED AQ MIG SINÉRGICO.
El proceso está programado en MIG Sinérgico.
LED AR MIG CONVENCIONAL.
El proceso está programado en MIG convencional.
Tecla de selección AU.
A cada presión selecciona el modo 2 tiempos (MANUAL)
y el modo 4 tiempos (AUTOMÁTICO), la selección es
visualizada por el display AL .
En el modo 2 tiempos la máquina inicia a soldar cuando
se pulsa el pulsador y se interrumpe cuando se suelta.
En el modo 4 tiempos para iniciar la soldadura pulsar
y soltar el pulsador antorcha, para interrumpir hay que
aplastarlo y soltarlo nuevamente.
Tecla de selección AV. (JOB)
Memorización y llamamiento de los programas
memorizados.
Para memorizar una condición de trabajo (JOB), es
suciente pulsar durante al menos 3 segundos el pulsador
AV, el LED AZ se enciende, en el display AL centellea la
AA
AI
AO AP AQ AR AU AV AZ AY AW
AB AC AD AE AFAL AG AH AM AN
Fig. 2