11Page
CRIMPING WITH DOUBLE ANGLE DIES
CRIMPING WITH DOUBLE ANGLE DIES
Double Angle dies double the radial crimping force of the die set
allowing heavier fittings to be crimped. Due to the doubling of the
radial crimp force, they are effective for a smaller range of diameters
than a standard die set. Also, the fitting must be approximately centered
axially along the crimping face to avoid taper in the final crimp.
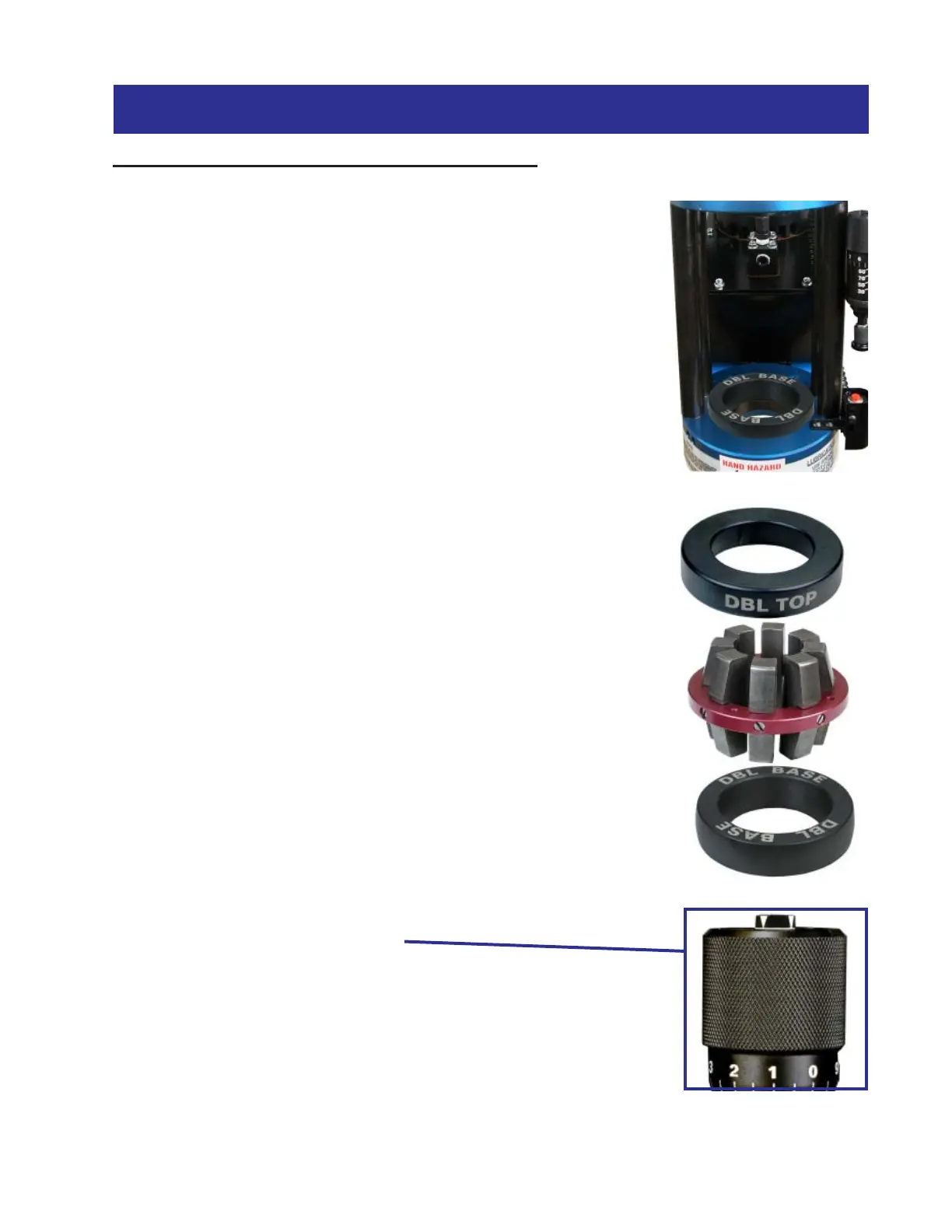
Remove the standard flat Pressure Plate and replace it with
the DBL BASE bottom compression ring.
Note: The angles are not the same on standard and double angle dies
and the standard compression rings are not interchangeable with
double angle compression rings.
Lubricate the contact surfaces of both the upper and lower
compression rings and the outer surfaces of the double angle dies with
the die lubricant furnished with the crimper.
Seat the appropriate size double angle die in the conical recess
of the DBL BASE lower compression ring and align the fitting as
specified by the hose manufacturer.
Place the DBL TOP compression ring on top of the die set and
manually compress the die set until it contacts the fitting.
Slide the Pusher onto the cylinder stud and set the Micro-Crimp
Adjuster at the appropriate setting.
Press and hold the Start/Stop switch until the crimper shuts off.
For the D100S-DC, bring the Pusher down until the Micro-Site ring
just appears on the micrometer.
When the crimp cycle is complete, check the fitting diameter
to make certain that it is within the hose manufacturer’s specifications.