AE4-1312 R2
© 2010 Emerson Climate Technologies
Printed in the U.S.A.
13
New Installations
• The copper-coated steel suction tube on scroll
compressors can be brazed in approximately
the same manner as any copper tube.
• Recommended brazing materials: Any silfos
material is recommended, preferable with a
minimum of 5% silver. However, 0% silver is
acceptable.
• Be sure suction tube tting I.D. and suction
tube O.D. are clean prior to assembly. If oil lm
is present wipe with denatured alcohol, Dichlo-
ro-Triuoroethane or other suitable solvent.
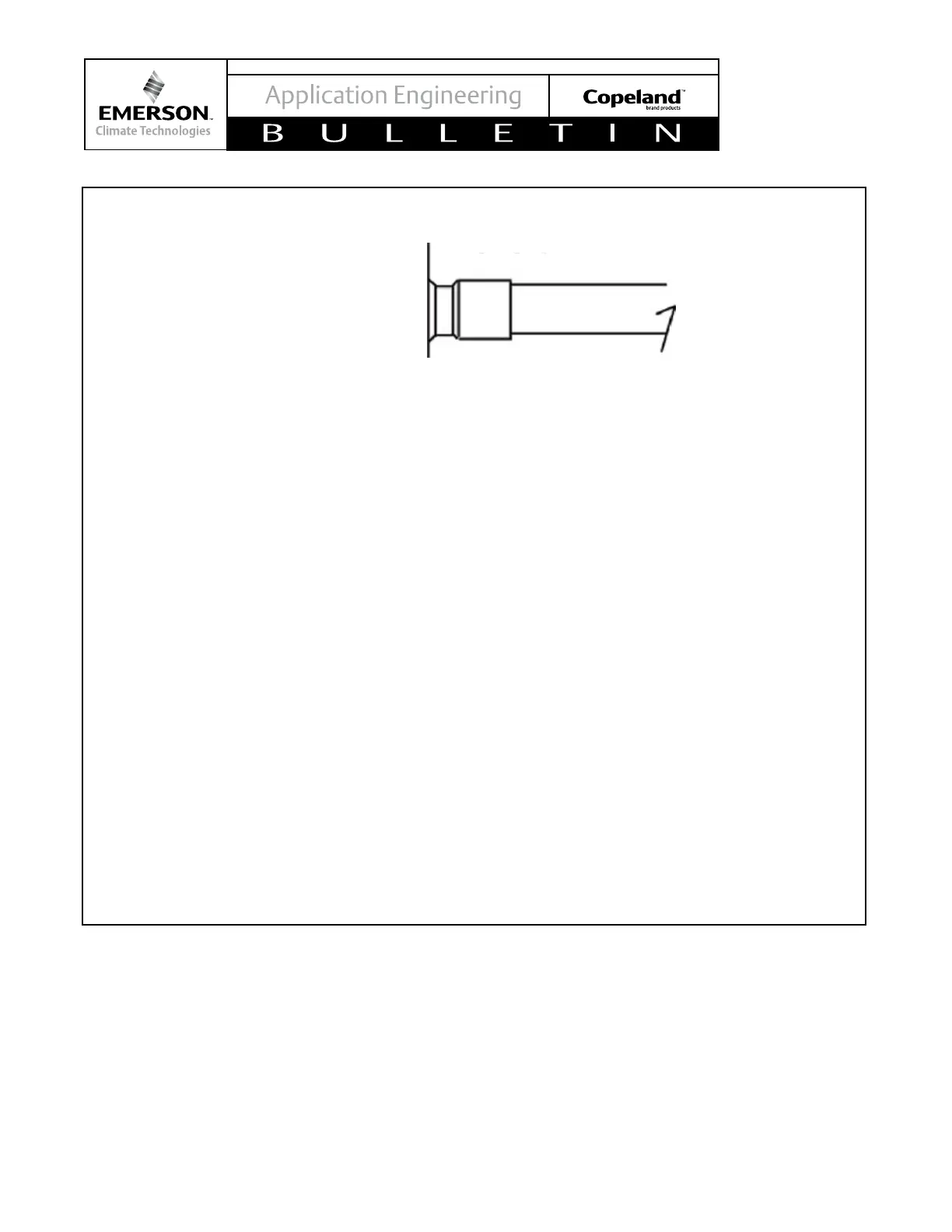
• Using a double-tipped torch apply heat in Area
1. As tube approaches brazing temperature,
move torch ame to Area 2.
• Heat Area 2 until braze temperature is attained,
moving torch up and down and rotating around
tube as necessary to heat tube evenly. Add
braze material to the joint while moving torch
around joint to ow braze material around cir-
cumference.
• After braze material ows around joint, move
torch to heat Area 3. This will draw the braze
material down into the joint. The time spent
heating Area 3 should be minimal.
• As with any brazed joint, overheating may be
detrimental to the nal result.
Field Service
• To disconnect: Reclaim refrigerant from both
the high and low side of the system. Cut tub-
ing near compressor.
• To reconnect:
• Recommended brazing materials:
Silfos with minimum 5% silver or
silver braze material with ux.
• Insert tubing stubs into tting and
connect to the system with tubing
connectors.
• Follow New Installation brazing
instructions.
Figure 6
Scroll Suction Tube Brazing

 Loading...
Loading...









