The EM250 DRO Setup parameters allow you to configure your DRO for the encoders fitted
to you machine. You only need to do this the once as the settings will be retained by the
DRO. You can edit them at anytime, should a need arise, by re-entering Setup. All parameters
must be entered in METRIC.
Navigate to the parameter you wish to set using the keys by the message window.
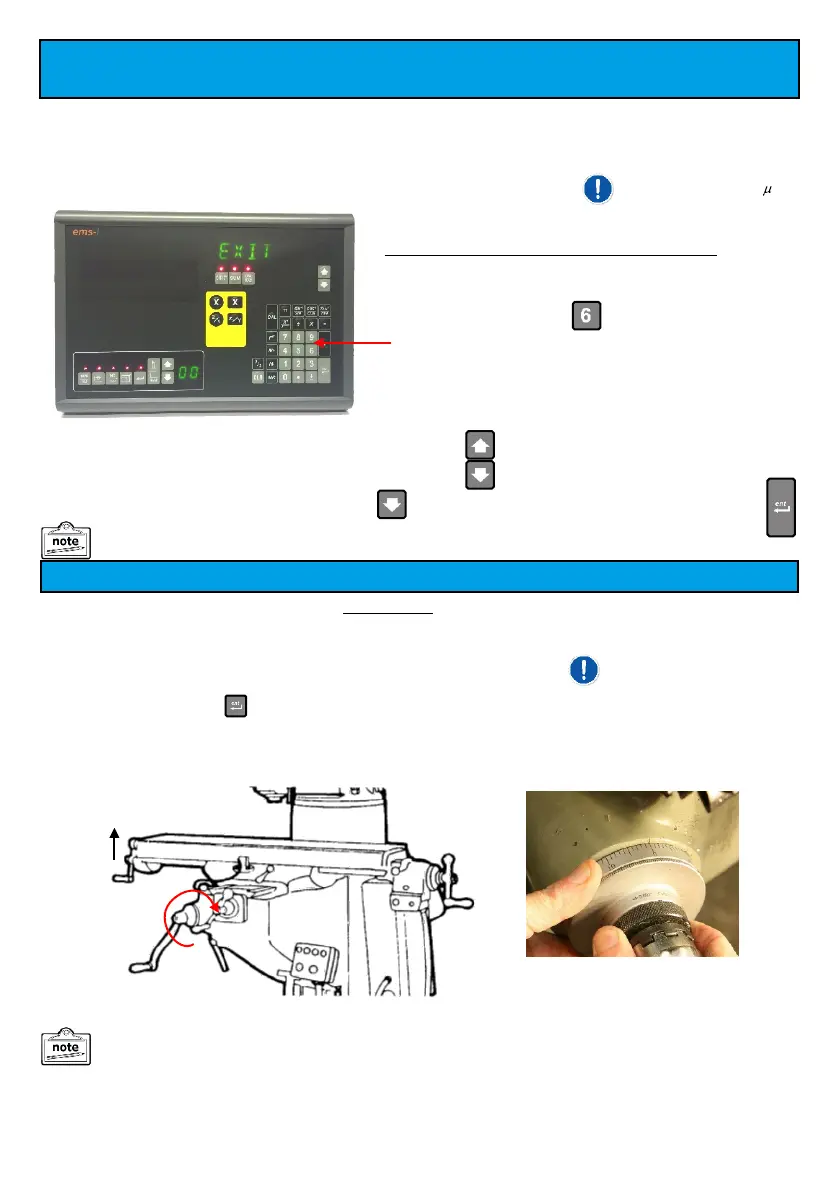
To exit setup from a menu item press the [D] key until “EXIT” is displayed and then press
Quick Setup Guide
To Enter Setup and configure your DRO:
● With the power OFF
● Press and hold the [6] key for Lathe
● Turn power ON. DRO will start up.
● Wait until the display shows “EXIT”
● Release Number key
The Setup options vary slightly between Lathe and Mill DRO
Function: This function is used on 2-axes Mill DRO’s by the Inclined machining and Arc
contouring functions to simulate a Z-axis input by calibrating the DRO to the
resolution and turns of the Knee axis dial.
Operation: Press the key
The message display will show “ENTR PPM”
Enter the distance moved by the Z-axis for one Z-axis dial increment
Display shows: “DIAL INC” Default: 0.200
Measure the movement of the table
for one Z-axis dial increment.
You can either take this straight off the dial or for a more accurate result use a dial gauge from the spindle to
measure the true physical movement.
If your 2-axes Mill only has a Quill
and not a Knee then set this as the
smallest resolution you can
accurately move the Quill.
1 Thou = 0.0254mm (25.4 m)
- 4 -
 Loading...
Loading...