12
Schweißbrenner-Betriebsarten
Hinweis! Die Angaben über Einstellung, Stellbereich und
Maßeinheiten der verfügbaren Parameter dem Kapitel „Das
Setup-Menü“ entnehmen.
2-Takt Betrieb
Die Betriebsart „2-Takt Betrieb“ eignet sich für
- Heftarbeiten
- Kurze Schweißnähte
- Automaten- und Roboterbetrieb
4-Takt Betrieb
Die Betriebsart „4-Takt Betrieb“ eignet sich für längere Schweiß-
nähte.
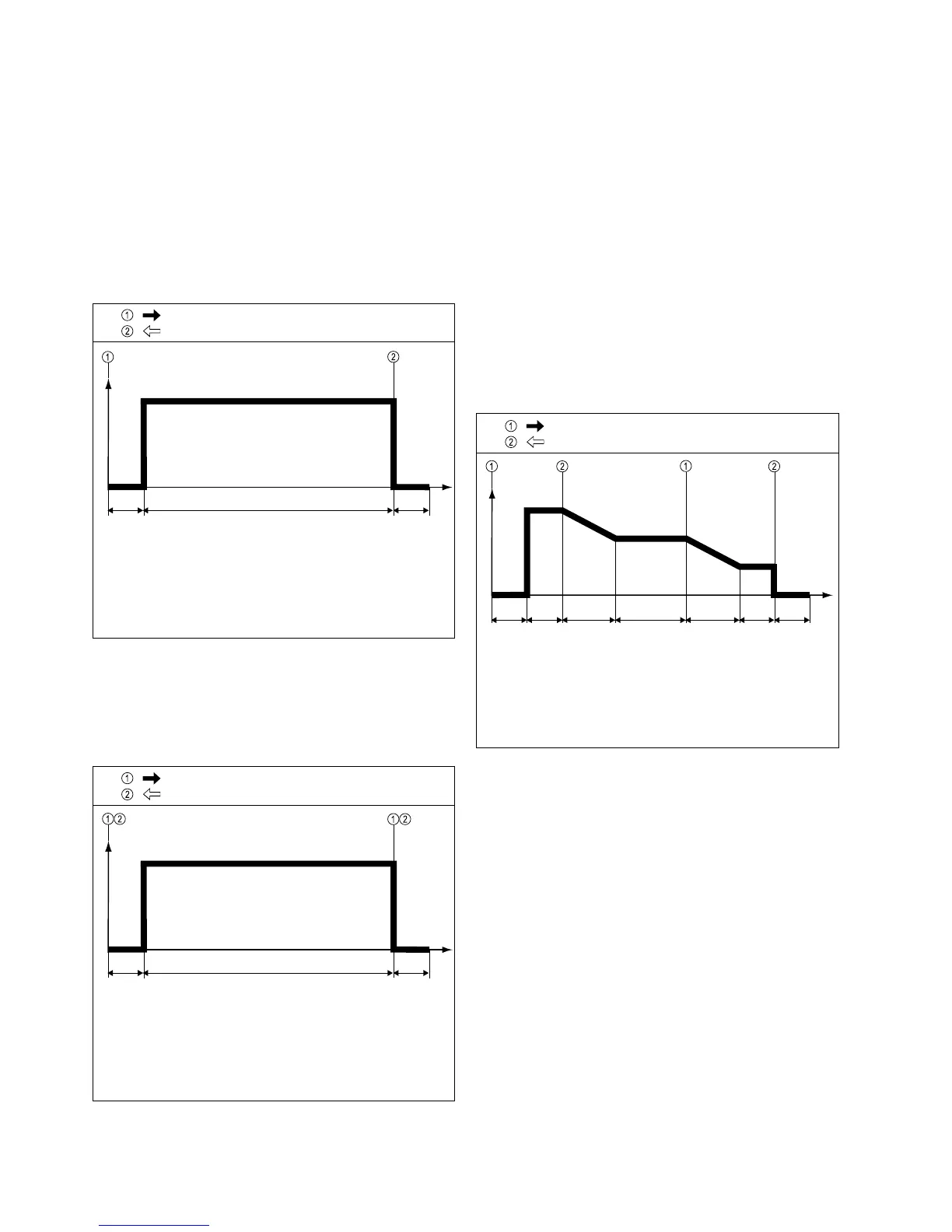
4-Takt Betrieb Aluminium
Die Betriebsart „4-Takt Betrieb Aluminium“ eignet sich beson-
ders für das Schweißen von Aluminiumwerkstoffen. Die hohe
Wärmeleitfähigkeit von Aluminium wird durch den speziellen
Verlauf des Schweißstromes berücksichtigt:
- Startstrom (I-S): Für rasche Erwärmung des Grundmateri-
als trotz hoher Wärmeableitung zu Schweißbeginn
- Slope (SL): Kontinuierliches Absenken des Startstromes
auf den Schweißstrom
- Schweißstrom: Für gleichmäßige Temperatureinbringung
in das durch vorlaufende Wärme erhitzte Grundmaterial
- Slope (SL): Kontinuierliches Absenken des Schweißstro-
mes auf den Endstrom
- Endstrom (I-E): Zur Vermeidung einer örtlichen Überhit-
zung des Grundmaterials durch Wärmestau am Schwei-
ßende. Ein mögliches Durchfallen der Schweißnaht wird
verhindert.
Abb.7c 4-Takt Betrieb Aluminium
Drücken und Halten der Brennertaste
Loslassen der Brennertaste
Abb.7a 2-Takt Betrieb
Drücken und Halten der Brennertaste
Loslassen der Brennertaste
I
t
Drücken der Brennertaste
Loslassen der Brennertaste
Schweißstrom
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
Abb.7b 4-Takt Betrieb
I
t
Schweißstrom
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
I
t
Schweißstrom
Gasvorströmzeit (GPr)
Gasnachströmzeit (GPo)
Startstrom (I-S)
Slope (SL)
Endstrom (I-E)
Slope (SL)