17
MIG/MAG-Schweißen
Achtung! Vor Erstinbetriebnahme das Kapitel „Sicher-
heitsvorschriften“ sowie „Stromquelle in Betrieb neh-
men“ lesen.
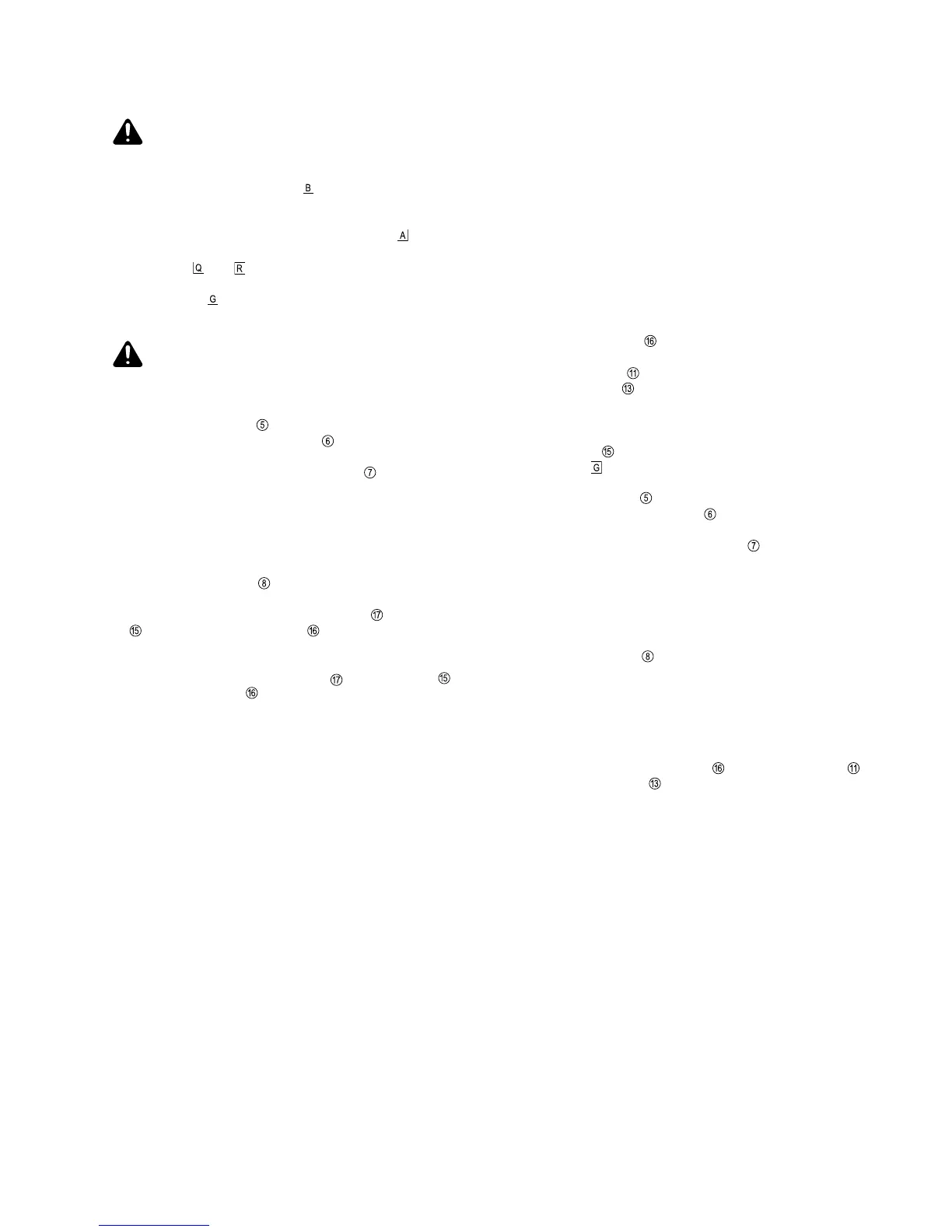
- Massekabel in Strombuchse
einstecken und verriegeln
- Mit anderem Ende des Massekabel Verbindung zum Werk-
stück herstellen
- Schweißbrenner in Brenner-Zentralanschluß
einstecken
- Wasserschläuche des Schweißbrenners an den Steckan-
schlüssen und anstecken
- Netzstecker einstecken
- Netzschalter in Stellung "I" schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
Achtung! Bei wassergekühlte Anlagen muß der Was-
serdurchfluß im Betrieb in regelmäßigen Abständen
kontrolliert werden - ein einwandfreier Rückfluß muß
ersichtlich sein.
- Mit Taster Verfahren MIG/MAG-Schweißen anwählen
- Mit Taster MIG/MAG Betriebsart gewünschte Betriebsart
auswählen
- Mit Taster Schweißbrenner-Betriebsart gewünschte Be-
triebsart auswählen
Hinweis! Die Einstellung der Parameter für die Schweißbren-
ner-Betriebsarten Schweißstart Aluminium und Punktieren, ist
im Kapitel „Das Setup-Menü“ beschrieben.
- Mit Taster Programm Schweißprogramm („Kennlinie“) lt.
Programmtabelle auswählen
- Wahlweise über Parameter Blechdicke , Schweißstrom
oder Drahtgeschwindigkeit die gewünschte Schweiß-
leistung angeben
Hinweis! Die Parameter Blechdicke , Schweißstrom und
Drahtgeschwindigkeit sind unmittelbar verknüpft. Es ge-
nügt, einen der vier Parameter zu ändern, da die restlichen drei
Parameter sofort darauf abgestimmt werden.
- Gasflaschenventil öffnen
- Gasmenge einstellen
- Brennertaster drücken und Schweißvorgang einleiten
Hinweis! Gilt bei der Schweißbrenner-Betriebsart Punktieren:
Kommt innerhalb von 2 s kein Stromfluß zustande, schaltet die
Anlage selbsttätig ab. Für einen erneuten Versuch ist daher ein
wiederholtes Drücken der Brennertaste erforderlich.
Um ein optimales Schweißergebnis zu erzielen, sind in man-
chen Fällen die Parameter Lichtbogenlängen-, Tropfenablöse-
bzw. Dynamikkorrektur sowie die Hintergrundparameter Gas-
vor- bzw. Gasnachströmung und / oder Anschleichen zu korri-
gieren.
Manuell
Die Betriebsart Manuell ist eine MIG/MAG Standard-Betriebs-
art ohne Synergic-Funktion. Wie bei aktiver Synergic-Funkti-
on, werden das MIG/MAG-Schweißprogramm und die Be-
triebsarten ausgewählt sowie anschließend die Parameter
eingestellt. Die Änderung eines Parameters hat jedoch keine
automatische Anpassung der übrigen Parameter zur Folge.
Sämtliche veränderbaren Parameter müssen daher den Erfor-
dernissen des Schweißprozesses entsprechend einzeln ein-
gestellt werden.
Bei dem Verfahren Manuell stehen folgende Parameter zur
Verfügung:
- Drahtgeschwindigkeit ... 0,5 m/min - maximale Drahtge-
schwindigkeit (z.B. 22,0 m/min)
- Schweißspannung ... 10,0 - 40,0 V
- Dynamikkorrektur ... zur Beeinflussung der Kurzschluß-
dynamik im Moment des Tropfenüberganges
0,0 härterer und stabiler Lichtbogen
10,0 weicher und spritzerarmer Lichtbogen
- Schweißstrom (nur als Istwert-Anzeige)
- Netzschalter in Stellung “I” schalten (sämtliche Anzeigen
am Bedienpanel leuchten kurz auf)
- Mit Taster Verfahren MIG/MAG-Schweißen auswählen
- Mit Taster MIG/MAG Betriebsart die Betriebsart „Manuel“
auswählen
- Mit Taster Schweißbrenner-Betriebsart gewünschte Be-
triebsart auswählen
Hinweis! Die Schweißbrenner-Betriebsart 4-Takt Betrieb Alu-
minium entspricht bei der Betriebsart Manuell nur dem her-
kömmliche 4-Takt Betrieb.
- Mit Taster Programm Schweißprogramm („Kennlinie“) lt.
Programmtabelle auswählen
Hinweis! Wird die eingestellte Schweißspannung nicht er-
reicht, liefert die Stromquelle die momentan höchstmögliche
Spannung.
- Parameter Drahtgeschwindigkeit , Schweißspannung
und Dynamikkorrektur einzeln einstellen
- Gasflaschenventil öffnen
- Gasmenge einstellen
- Brennertaste drücken und Schweißvorgang einleiten