Reinigung der Anschlussbohrung
des Massedruckaufnehmers
Werkzeug für die Reinigung der
Anschlussbohrung
Wie in den Gebrauchshinweisen erwähnt,
muss die Anschlussbohrung vor dem
Einbau des Massedruckauf-nehmers
gereinigt werden.
Das Reinigungswerkzeug ist ein
Schneidwerkzeug aus Hartmetall, das
eigens zum Entfernen von Material-resten
der vorherigen Prozesse konzipiert ist.
Empfohlene Vorgehensweise
Das Material muss sich für diesen Vorgang
noch im flüssigen Zustand befinden.
1) Das Werkzeug in die Anschlussbohrung
einführen und den Fräserhalter in Schritten
von 1/4 Umdrehung einschrauben.
2) Den Führungsfräser im Uhrzeiger-sinn
drehen, bis kein Scherwiderstand mehr
festzustellen ist.
3) Den beschriebenen Vorgang
wiederholen, bis die Anschluss-bohrung
vollständig sauber ist.
Das maximal auf den Führungsfräser
anwendbare Drehmoment ist konstruktions-
technisch auf 15 Nm (1,5 kgm) festgelegt.
Wenn wegen einer Verstopfung der
Bohrung ein höheres Drehmoment
zum Reinigen erforderlich ist, hierzu
den Werkzeugsatz in der oben
beschriebenen Weise verwenden.
Das Reinigungswerkzeug ist in
folgenden Ausführungen lieferbar:
CT12 für das Gewinde 1/2-20UNF
CT18 für das Gewinde M18x1,5
Hinweise zur Einstellung
Einstellverfahren
Nachdem der Massedruckaufnehmer
eingebaut und an das Messinstrument
angeschlossen wurde, das System ohne
Druck auf Betriebstemperatur erwärmen.
Die Einstellung der an den Massedruck-
aufnehmer angeschlossenen Messkette
wird wie folgt ausgeführt:
1) Die Anzeige des Instrument nullstellen,
um die Nullpunktabweichung aufgrund
von Temperaturschwankungen zu nullen.
2) Das Instrument kalibrieren und so
einstellen, dass es den auf dem Schild
des Massedruckaufnehmers unter
"Kalibrierung" angegebenen Wert anzeigt
(80% des Endwerts).
3) Wenn das Instrument nach Abschluss
dieser Arbeitsschritte nicht genau Null
anzeigt, die Punkte 1 und 2 wiederholen.
Auf diese Weise wird das Instrument so
eingestellt, dass es den Messwert in der
gewählten technischen Maßeinhei
t genau
anzeigt.
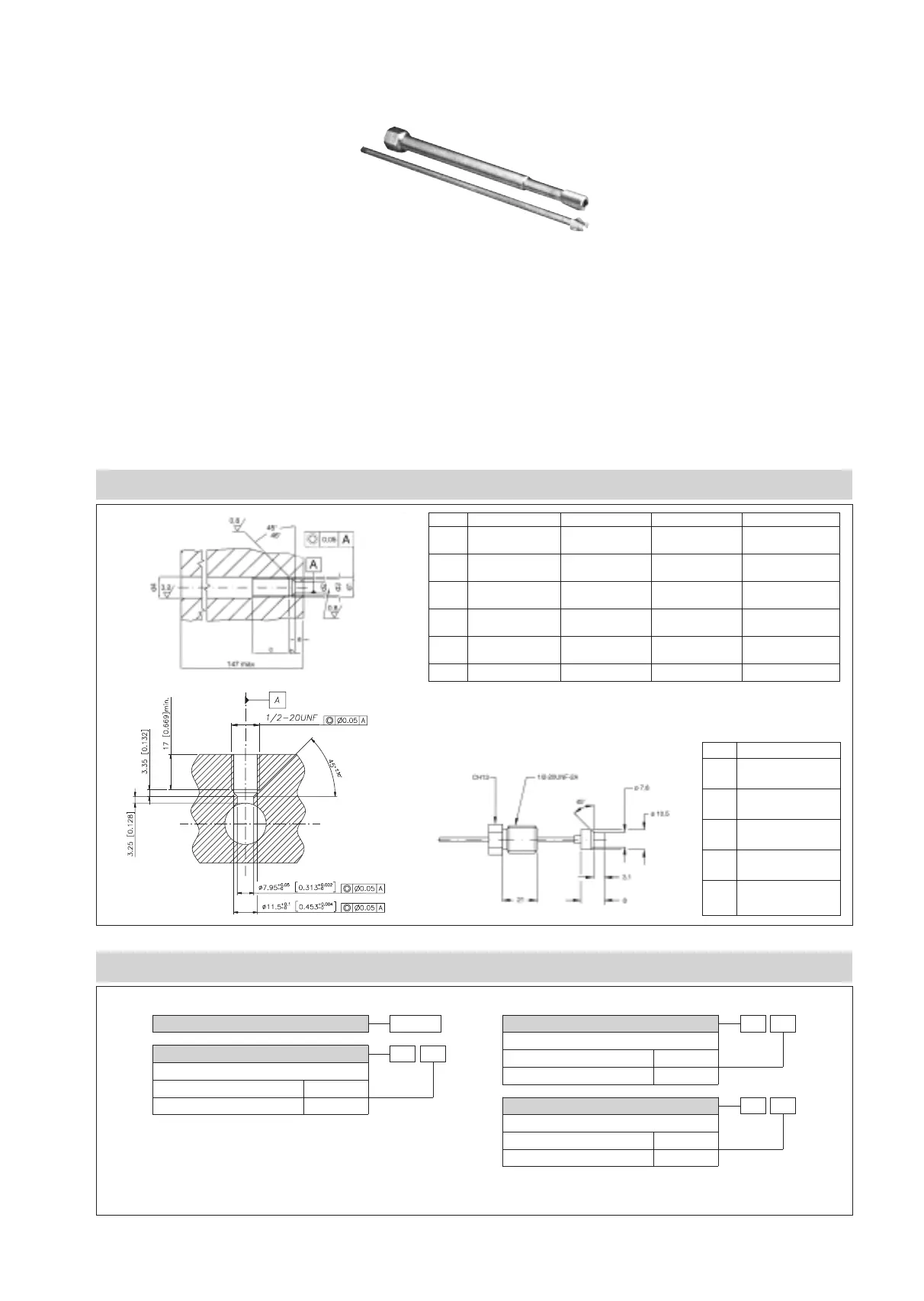
MECHANISCHE ABMESSUNGEN VON MASSEDRUCKAUFNEHMER / BOHRUNG
D1 1/2-20UNF M10x1.0 M14x1.5 M18x1.5
D2 .313 ±.001” .241 ±.001” .319 ±.001” .398 ±.001”
[7.95 ±.03mm] [6.12 ±.03mm] [8.10 ±.03mm] [10.10 ±.03mm]
D3 .454 ±.004” .344 ±.004” .478 ±.004” .634 ±.004”
[11.53 ±.10mm] [8.74 ±.10mm] [12.14 ±.10mm] [16.10 ±.10mm]
D4 .515”
[13mm] .515” [13mm]
.630” [16mm] .790” [20mm]
minimum minimum minimum minimum
A .225”
[5.72mm] .263” [6.68mm]
.240” [6.10mm] .240”
[6.10mm]
minimum minimum minimum minimum
B .17”
[4.3mm] .11”
[2.8mm] .16”
[4.0mm] .16” [4.0mm]
maximum maximum maximum maximum
C .75”
[19mm] .75” [19mm]
.75” [19mm] .99”
[25mm]
D1 1/2-20UNF
D2 .307/.305”
[7.80/7.75mm]
D3 .414/.412”
[10.52/10.46mm]
A .125/.120”
[3.18/3.05mm]
B .318/.312”
[8.08/7.92mm]
C .81”
[20.6mm]
VERSCHLUSSBOLZEN
Gewinde
1/2-20UNF 12
M18x1,5 18
SC
BESTELLKODES DER WERKZEUGE UND DES ZUBEHÖRS
Die Firma GEFRAN spa behält sich das Recht vor, jederzeit und ohne Vorankündigung Änderungen an Design und Funktionen vorzunehmen.
BEFESTIGUNGSWINKEL
SF 18
WERKZEUGSATZ
Gewinde
1/2-20UNF 12
M18x1,5 18
KF
REINIGUNGSWERKZEUG
Gewinde
1/2-20UNF 12
M18x1,5 18
CT
Hinweis:
Auf Bestellung ist die Lieferung von Werkzeugen und Zubehör für
andere Gewindearten möglich.
10
 Loading...
Loading...