CODE VERSIONS
TYPE FILETAGES
1
2
3
4
5
6
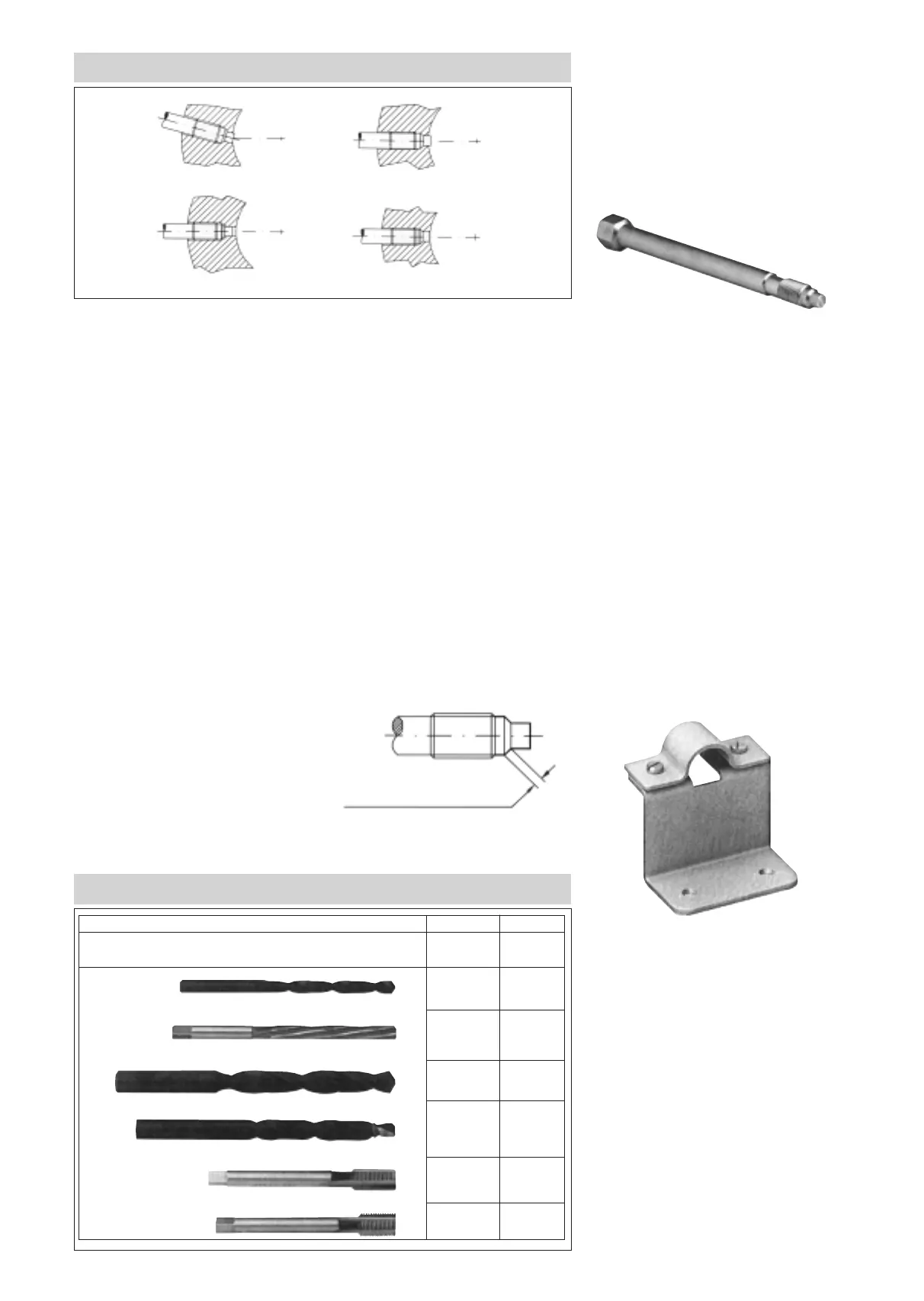
Réalisation du logement
Kit de perçage
Pour faciliter la réalisation correcte du
siège de montage, un kit de perçage
est disponible comme accessoire, avec
les outils façonnés pour les perçages,
alésages et taraudages nécessaires.
Il est nécessaire d'avoir un siège de
montage parfait aux fins de la
fonctionnalité et de la durée du
transducteur.
Les kits de perçage sont disponibles
dans les versions:
KF12, KF18
Procédure de perçage
1) Effectuer le trou avec la pointe (outil
1)
2) Aléser le trou avec l'alésoir (outil 2)
3) Effectuer le trou (d4) jusqu'à une
distance de la paroi interne égale à la
somme (a+b+c) (outil 3)
4) Créer le siège d'étanchéité à une
distance du trou égale à (a) (outil 4)
5) Réaliser, avec un taraud de
dégrossissage, le filetage 1/2-20UNF-2B
(reconnaissable au nombre supérieur de
filets arrondis pour l'amorce) (outil 5)
6) Repasser, avec un taraud de finition,
le filetage 1/2-20UNF-2B jusqu'à une
distance du fond égale à la somme
(a+b) (outil 6).
INSTALLATION CORRECTE
Installation du transducteur
Installation
Après avoir lubrifié la partie filetée du
transducteur, l'installer en appliquant
un couple de serrage maximal de 50
Nm (5 kgm / 500 in-lb).
KIT OUTILS DE PERÇAGE
KF12 KF18
1/2-20UNF-2B M18x1,5
Ø 7,6 Ø 9,75
Ø ,95 Ø 10,1
Ø 13 Ø 20
Ø 11,5 Ø 16
avec guide avec guide
pilote pilote
1/2-20UNF-2B M18x1,5
dégrossissage dégrossissage
1/2-20UNF-2B M18x1,5
finition finition
Vérification des dimensions du
siège de montage
Les dimensions du siège de montage
doivent être vérifiées après l'exécution
et avant de monter le transducteur.
Pour ce faire, on peut utiliser la tige de
fermeture SC..., en procédant comme
suit:
1) Colorer avec une encre appropriée
la partie terminale de la tige.
2) Lubrifier la partie filetée pour éviter
tout frottement excessif.
3) Insérer la tige de fermeture et
visser jusqu'à la butée.
4) Retirer et examiner la tige.
Si on excepte les surfaces à 45°,
l'encre devra être intacte sur toute le
reste de la surface.
Enlèvement
Pour enlever le transducteur de son
siège et continuer l'usinage, sont
disponibles des tiges de fermeture
ayant des dimensions mécaniques
identiques.
Les tiges de fermeture se différencient
par le type de filetage et la pression
applicable est égale à 2000 bars pour
toutes.
La tige de fermeture est disponible
dans les versions:
SC12 pour siège de 1/2-20UNF
SC18 pour siège M18x1,5
Étrier de fixation
Les modèles avec gaine flexible
nécessitent une fixation précise du
boîtier de protection du point de
mesure.
Pour la fixation, il est conseillé
d'employer l'étrier (SF18) sans oublier
que le point de fixation doit être
exempt de vibrations (qui se
répercutent sur la mesure) et ne pas
présenter de températures supérieures
à la température maximale du boîtier
de la jauge de contrainte déclarée sur
la feuille technique du transducteur.
Démarrage de l'extrudeuse
Avec le transducteur installé et sans
appliquer de pression, amener le
système à la température de
fonctionnement. Attendre jusqu'à ce
que toute la matière soit à la même
température, afin d'éviter que des
parties encore à l'état solide
n'endommagent le transducteur.
INCORRECTE INCORRECTE
INCORRECTE CORRECTE
surface de contact
12
 Loading...
Loading...