Cleaning the transducer housing
Cleaning tool
As mentioned in the notes, the
housing must be cleaned before the
transducer can be installed.
The cleaning tool is a hard metal
cutting tool specially designed to
remove residues of previous work
materials.
Recommended procedure
The procedure must be conducted
with the material in fluid state.
1) Insert the tool in the housing and
screw down the cutting rod (normally
a 1/4 turn at a time).
2) Turn the pilot cutter clockwise until
there is no resistance to cutting.
3) Repeat the procedure until the
housing is completely clean.
For constructive reasons, the
maximum torque applicable to the
cutter is 5 Nm (1.5 Kgm).
If the hole blockage requires higher
torque for removal, use the drilling kit
and follow the recommended
procedure.
The cleaning tool is available in the
following versions:
CT12 1/2-20UNF housing
CT18 M18x1,5 housing
Calibration instructions
Calibration procedure
Bring the system to work temperature
with the transducer installed and
connected to the measurement
instrument without any pressure
applied.
The measurement chain connected to
the transducer is calibrated as follows:
1) Reset the indication on the
instrument to reset the temperature
variation zero shift.
2) Calibrate the instrument and have it
display the calibration value shown on
the transducer data plate (80% of full
scale).
3) If the instrument does not exactly
indicate zero, repeat points 1 and 2.
In this way, the instrument is
calibrated to give the exact indication
in the chosen engineering unit.
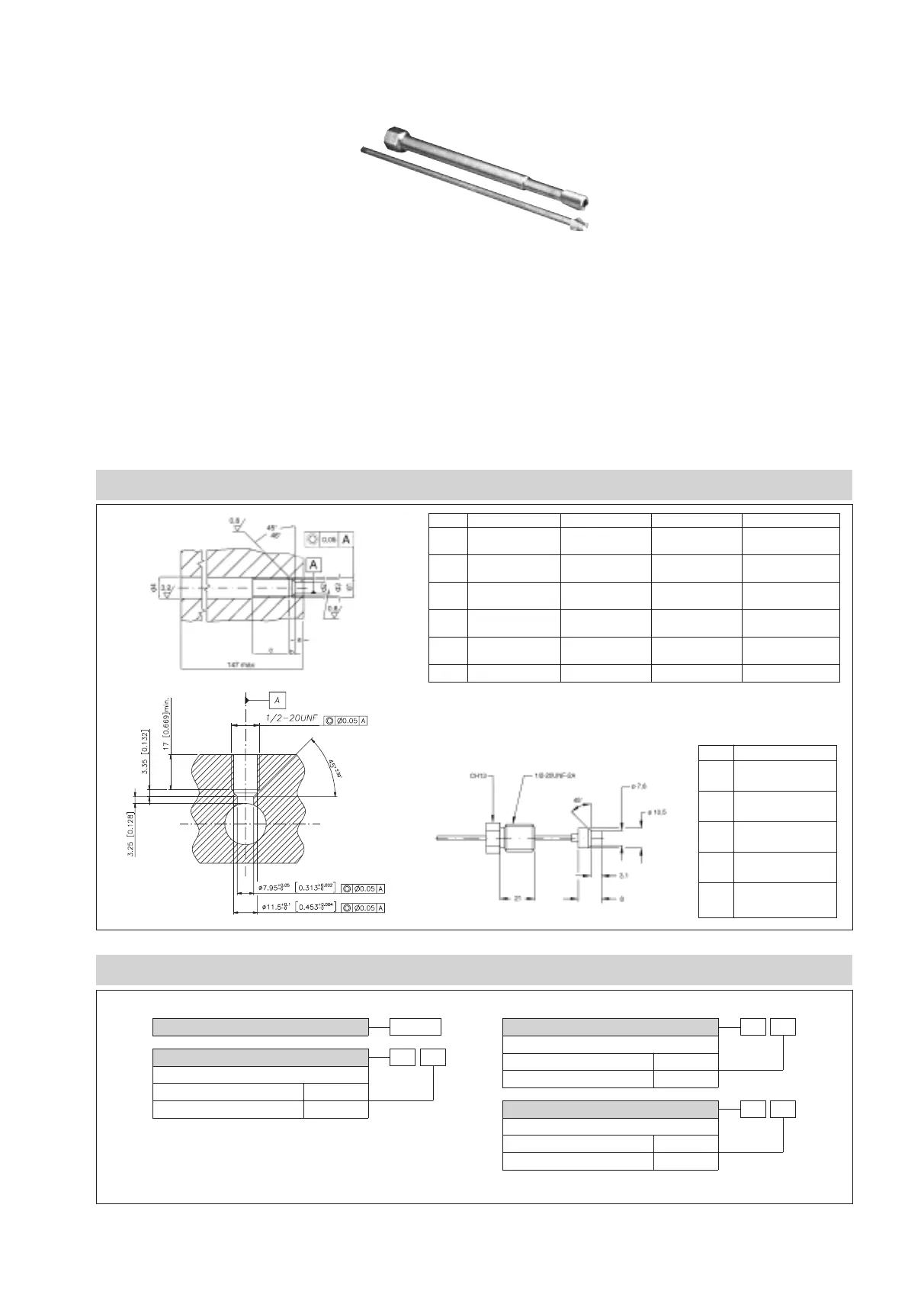
MECHANICAL DIMENSIONS OF TRANSDUCER / DRILLING
D1 1/2-20UNF M10x1.0 M14x1.5 M18x1.5
D2 .313 ±.001” .241 ±.001” .319 ±.001” .398 ±.001”
[7.95 ±.03mm] [6.12 ±.03mm] [8.10 ±.03mm] [10.10 ±.03mm]
D3 .454 ±.004” .344 ±.004” .478 ±.004” .634 ±.004”
[11.53 ±.10mm] [8.74 ±.10mm] [12.14 ±.10mm] [16.10 ±.10mm]
D4 .515” [13mm] .515” [13mm] .630” [16mm] .790” [20mm]
minimum minimum minimum minimum
A .225” [5.72mm] .263” [6.68mm] .240” [6.10mm] .240” [6.10mm]
minimum minimum minimum minimum
B .17” [4.3mm] .11” [2.8mm] .16” [4.0mm] .16” [4.0mm]
maximum maximum maximum maximum
C .75” [19mm] .75” [19mm] .75” [19mm] .99” [25mm]
D1 1/2-20UNF
D2 .307/.305”
[7.80/7.75mm]
D3 .414/.412”
[10.52/10.46mm]
A .125/.120”
[3.18/3.05mm]
B .318/.312”
[8.08/7.92mm]
C .81”
[20.6mm]
CLOSING ROD
Threading
1/2-20UNF 12
M18x1,5 18
SC
ORDER CODE FOR TOOLS AND ACCESSORIES
GEFRAN spa reserves the right to make aesthetic and/or functional changes at any time and without notice.
BRACKET
SF 18
DRILLING KIT
Threading
1/2-20UNF 12
M18x1,5 18
KF
CLEANING TOOL
Threading
1/2-20UNF 12
M18x1,5 18
CT
Note:
Tools and accessories for other types of
threading are available on request.
7
 Loading...
Loading...