ENGINE RECONDITIONING
All
parts
should
be thoroughly
cleaned
-
dirty
parts
cannot be aceurately
gauged
or inspected properly
for
wear or damage.
There are
many
ctmmercially
available cleaners
that
quickly
remove grease,
oil and
grime
ac-
cumulatioa
from
engine
parts.
If
such a cleaner
is used, make sure
that
all
trace of the
cleaner is removed
before
the engine
j.s
reassembled
and
placed
in operation. Even small
amounts of these cleaners quickly
break
down
the
lubicating
properties
of engine
oils.
1.
INSPECfiON
A.
Gasket
surfaces
-
Check all surfarcs
to
make sure that they
are
free
of
gasket
and
sealer
ma-
terials.
Surfaces must also be
free
of deep ssatches or nicks.
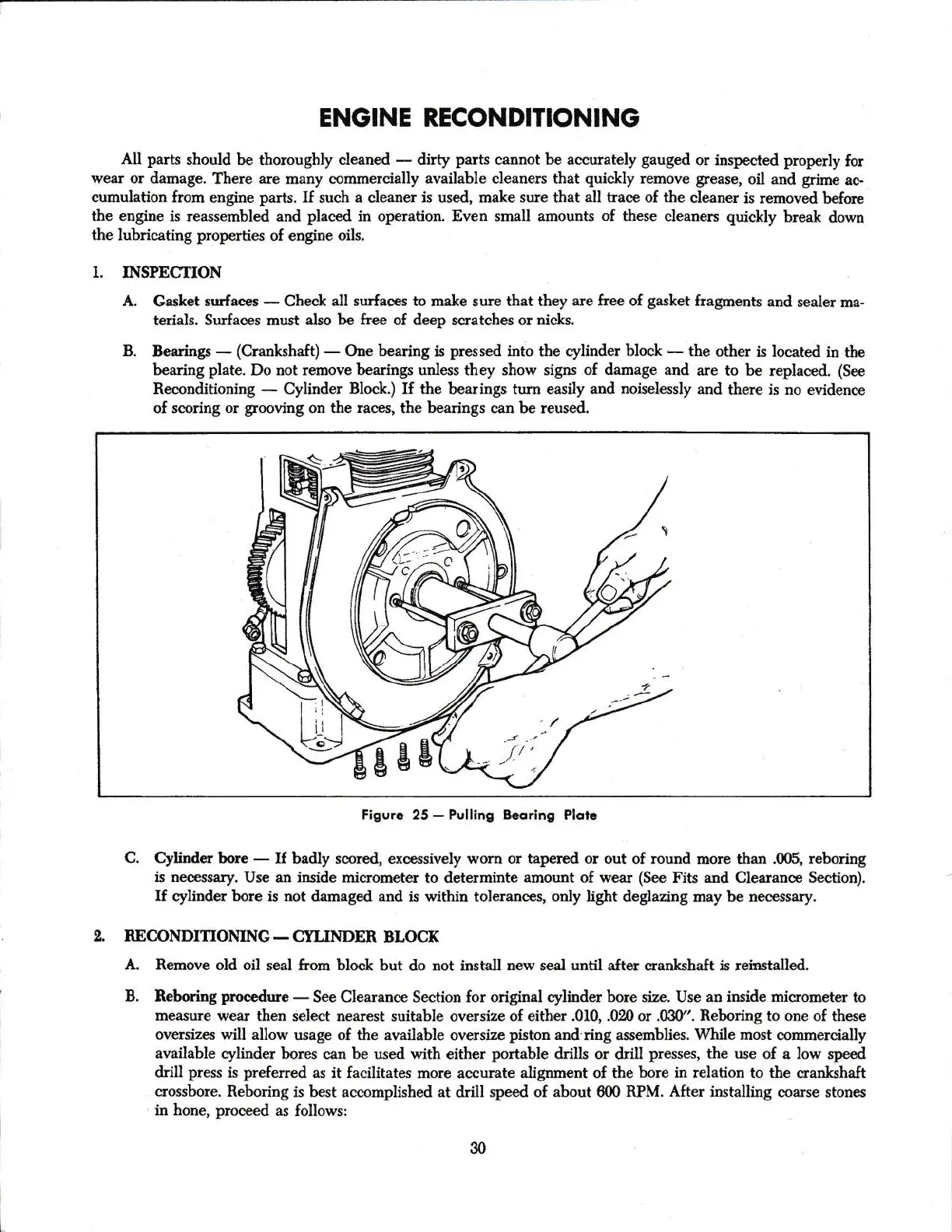
B. Searings
-
(Cranl<shaft)
-
One bearing
is
pressed
into
the cylinder
block
-
the
other
is located
in the
bearing
plate.
Do not
remove bearings
unless
they show
signs
of damage and
are to
be replaced"
(See
Recsaditioning
*
Cylinder Bloek.)
If the
bearings turn easily and
noiselessly
and
&ere
is no evidence
of scnring or
grooving
on the races, the bearings can be reused.
Figure 25
-
Pulling
Beoring
Plote
C. C$inder
bore
-
If badly sored,
excessively worn
or tapered or
out of round
more
tfian .005,
reboring
is necessary.
Use
an
inside
micrometer
to determinte
amount of wear
(Seo
Fits end
Clearane Seetion).
If
cylinder bore is not
damaged
and
is within tolerances, only light deglazing may be reoessary.
?.
NECONDMOIIING_CYLINDEN
BLOCX
,{"
Rernove old
oil seal from block but
do
not
install
new
seal
until
after
cranlahaft is reinstalled-
B. Beboring
procedure
-
See Clearance Section for original
cylinder bore
size. Use
an inside mimometer
to
measure
wear then select nearest
suitable oversize of
either .010, .0S or .03fl'.
Reboriag
to one of these
oversizes
will
allow
usage of the available
oversize
piston
and
ring assemblies. While most commercially
available
cylinder bores
can be used with
either
portable
drills or
drill
presses, the use
of
a low sped
drill
press
is
preferred
as it
facilitates
more
accurate
alignment
of the
bore in relation to the
crankshaft
sossbore.
fleboring is best
accomplished at
&ill
speed
of
about
600 RPM.
After installing
coarse stores
in
hone,
proceed
as follows:
?
30