the top
groove.
When bevel
is on
outside
of ring,
install
in down
position
or toward skirt.
Ring installation
instructions are usually
included
with new
ring sets. Follow
instructions
carefully. Use
ring
expander to in-
stall:ings and
check side clearance of each ring
after
installation.
PISTON
-
ROD
ASSEI,IBLY
Normally very Iittle wear
takes
place
in the
piston
boss-piston
pin
area. If
the original
piston
and connecting
rod can
be reused after
reconditioning, the
pin
will
usually not have to be replaced. If the
pistoa
boss or connect-
ing rod small
end are worn beyond limits, they
can
be
reworked to receive the available .005
or
.010
oversize
pis-
ton
pins.
In many cases, it may be
more advantageous
to
use a new
piston-rod
assembly rather thaa to
rework
the old
piston
boss
and
connecting
rod. A new
piston pin
should be used
when a new
conneeting
rod is used
with
the original
pisfon.
After
checking
pin,
rod and
piston
boss to make sure
proper
clearances are available, assem-
ble
piston
to rod with
pin
(light
interference
to
loose fft) and lock
pin
with new
retainers
*
make sure
retainels
are
fully engaged in
grooves.
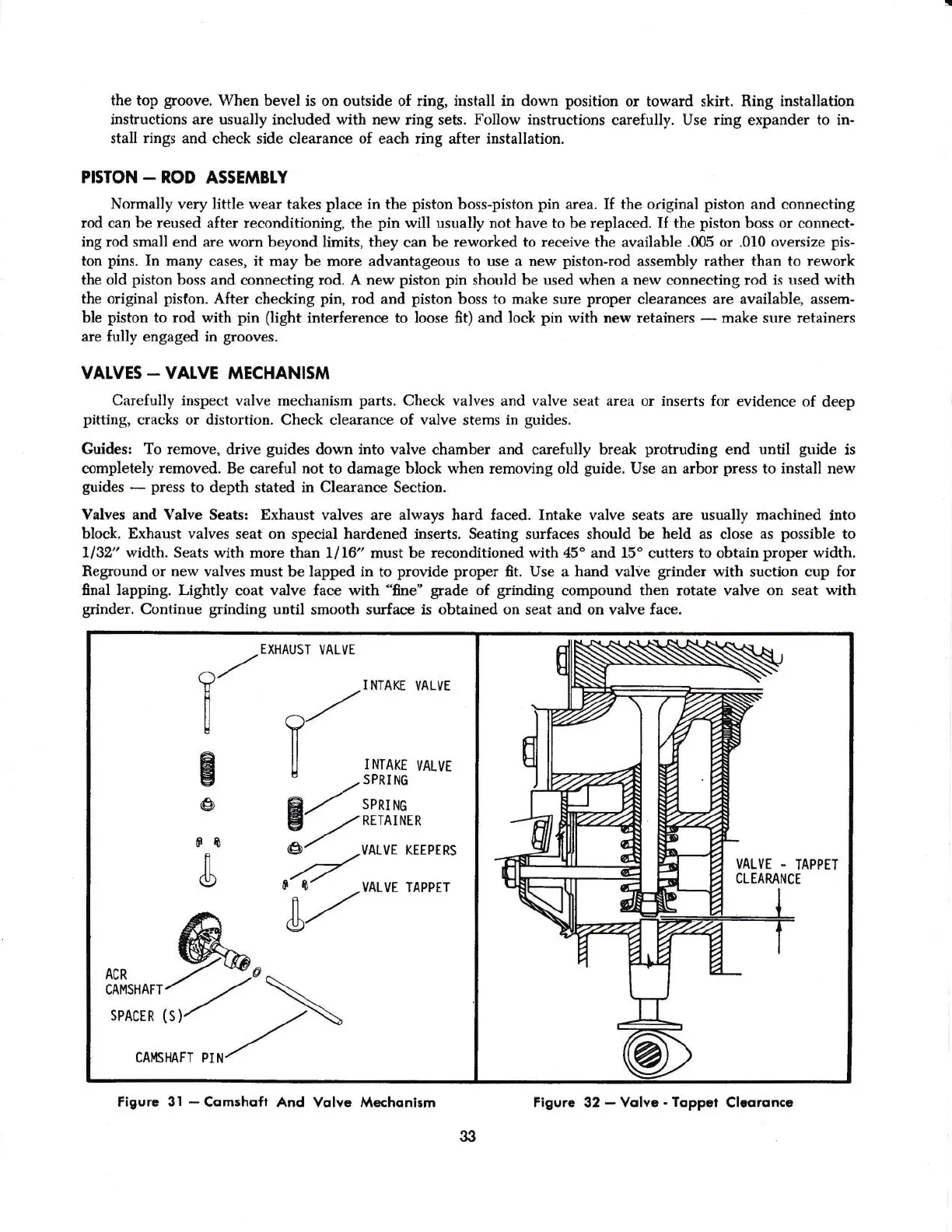
YALVES
-
VAtvE
MECllANlSnl
Carefully inspect valve mechanism
parts.
Check
valves
and valve seat area or inserts for
evidence
of
deep
pitting,
cracks
or
distortion. Check clearance
of valve
stems in
guides.
Guidesr
To
remove,
drive
guides
down into valve chamber and ca:efully break
protruding
end until
guide
is
completely
removed.
Be
careful
not to damage block when removing
old
guide,
Use an arbor
press
to install new
guides
*
press
to depth stated
in
Clearance Section.
Yalves and
Yalve Seats: Exhaust valves are
always hard
faced. Intake
valve
seats are usually
machined into
block. Exhaust
valves seat on
special
hardened
inserts.
Seating surfaces
should
be
held
as
close
as
possible
to
Il3?'width. Seats
with more
than
1116" mustbe recon&tionedwith45" and15" eutterstoobtainpro?erwidth.
Reground or new valves
must be lapped in to
provide proper
fft.
Use
a
hand
valve
grinder
with suetion cup for
ffnal
lapping.
Lightly coat valve
face-with
"ffne"
grade
of
grin&ng
eompound then rotate valve on seat
with
grinder,
Continue grinding
until smooth surface
is
obtained
on seat and
on
valve face.
EXHAUST
VALVE
V
/INIAKE
VALVE
ft;
aQ'
E
U
-{}lf[E'o'*
;
e/-ffi;
E /,/RETAINER
@'/
-vALvE
KEEPERS
.-/
O
O-
vALvE
TAPPET
L,/
tii*^*Z2u\
sPAcER
(st/
--\
cER
(S)/
-/
CAIIISHAFT
PTN/
Figure
3l
-
Comshofr
And Volve Mechqnirm
33
Figure
32
-
Volve
-
Toppet
Cleqraa:e