Greenlee / A Textron Company 23 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
980 Hydraulic Power Pump
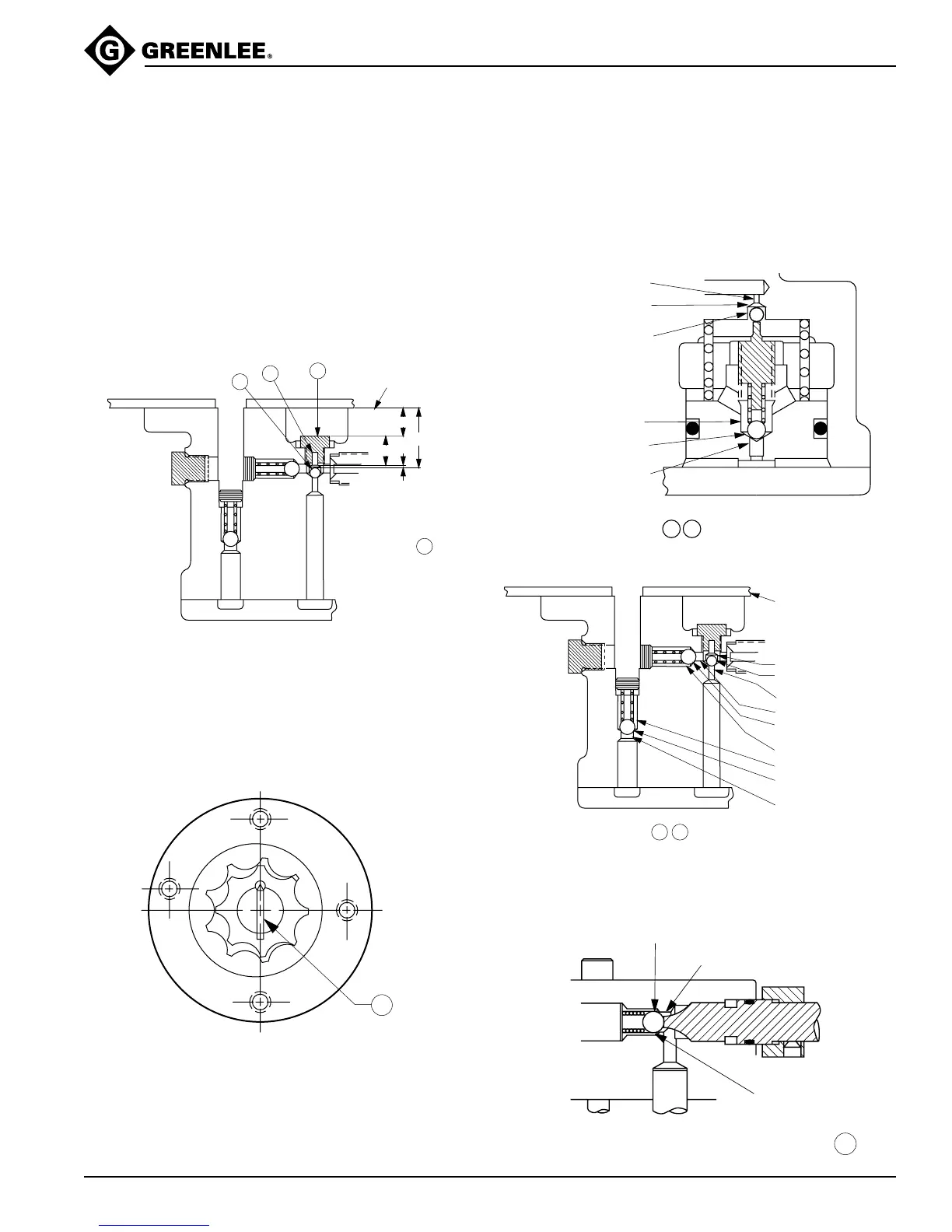
High-Pressure Inlet Check Ball Travel
The amount of allowable ball travel is critical to the
optimum high pressure output (flow rate). Refer to Figure
A5-1. Carefully and accurately measure (depth “mike”)
the “A” dimension (top of pump block to seated ball)
and “B” dimension (top of pump block to head of plug—
at center). Carefully and accurately set the “C” dimension
(overall length of assembled plug and pin) of a
new plug and pin equal to “A” minus “B” minus
.305 ± .050 mm (.012 ± .002 inches).
Ball Seat Refinishing
Refer to Figures B2, B3, and B4 for the proper drill size
to refinish the conical seat and finish ream size. These
operations must be performed with the pump or valve
block properly held and using a drill press. Only a very
small amount of material should be removed.
Repairs (cont’d)
TOP OF
PUMP BLOCK
A
5
Figure A5-1
C
B
TRAVEL
.305 mm
(.012 inch)
42
79
105
8
Figure B4
9.53 mm (0.375") Ø DRIL
7.14 mm (0.281") Ø REAM
7.94 mm (0.312") Ø BALL SEAT
(LINE CHECK VALVE)
4
Figure B3
COVERPLATE
5
8.43 mm ("Q" 0.332") Ø DRILL
4.76 mm (0.187") Ø BALL SEAT
(INTAKE CHECK)
3.45 mm (#29 0.136") Ø REAM
4.76 mm (0.187") Ø REAM
7.14 mm (0.281") Ø BALL SEAT
(DISCHARGE CHECK)
9.35 mm ("U" 0.368") Ø DRILL
9.35 mm ("U" 0.368") Ø DRILL
7.14 mm (0.281") Ø BALL SEAT
(BYPASS CHECK)
4.76 mm (0.187") Ø REAM
3
Figure B2
7
3.175 mm (.125) Ø REAM
4.76 mm (.187") Ø BALL SEAT
(P.O. VALVE)
7.14 mm (.281") Ø DRILL
11.51 mm (.453") Ø DRILL
6.35 mm (.250") Ø BALL SEAT
(LO-P RELIEF VALVE)
4.76 mm (.187") Ø REAM
Low Pressure Pump Drive Pin
Assemble with cone point end in half-round keyway.
Figure A6
78