6. Thoroughly wash the cylinder bore with liquid dishwashing
soap and warm water to remove all abrasive particles and
residual grit. Continue cleaning until a clean cloth shows
no evidence of dirt or debris.
7. Hot rinse the cylinder and dry with moisture free com-
pressed air. Immediately apply a thin film of clean engine
oil to a clean white paper towel and thoroughly wipe the
inside of the cylinder.This prevents the cylinder bore from
rusting.
NOTE
After wiping the cylinder with a clean, oiled paper towel, the
towel will be dark with contamination. Repeat this process
using a new lightly oiled paper towel each time until the towel
remains white.The cylinder is now clean.
8. With the cylinder at room temperature, check the piston
clearance in the cylinder in which the piston will run. See
3.23 CYLINDER, Inspection.
BORING AND HONING CYLINDER
1. Bore cylinder with gaskets and torque plates attached.
Refer to Table 3-34. Bore the cylinder to 0.003 in. (0.08
mm) under the desired finished size.
An incorrect cross hatch pattern or too fine a hone will
result in insufficient oil retention and possible piston
seizure and/or high oil consumption. (00538b)
2. Hone the cylinder to its finished size using a 280 grit rigid
hone followed by a 240 grit flexible ball hone. Honing must
be done with the torque plates attached. All honing must
be done from the bottom (crankcase) end of the cylinder.
Work for a 60° crosshatch pattern.
3. Stop frequently to examine the cylinder bore and/or take
measurements. Remember, a precise 60° crosshatch
pattern in the piston travel area is important.
Failure to remove all abrasive particles may result in pre-
mature cylinder, piston and ring wear and engine failure.
(00537b) .
4. Thoroughly wash the cylinder bore with liquid dishwashing
soap and warm water to remove all abrasive particles and
residual grit. Continue cleaning until a clean cloth shows
no evidence of dirt or debris.
NOTE
Example: A 0.005 in. (0.13 mm) oversize piston will have the
proper running clearance with a cylinder bore size of 3.7550-
3.7555 in. (95.377-95.390 mm).
5. Hot rinse the cylinder and dry with moisture free com-
pressed air.
6. Immediately apply a thin film of clean engine oil to a clean
white paper towel and thoroughly wipe the inside of the
cylinder. This prevents the cylinder bore from rusting.
NOTE
After wiping the cylinder with a clean, oiled paper towel, the
towel will be dark with contamination. Repeat this process
using a new lightly oiled paper towel each time until the towel
remains white.The cylinder is now clean.
7. With the cylinder at room temperature, check the piston
clearance in the cylinder in which the piston will run. See
3.24 PISTON, Inspection.
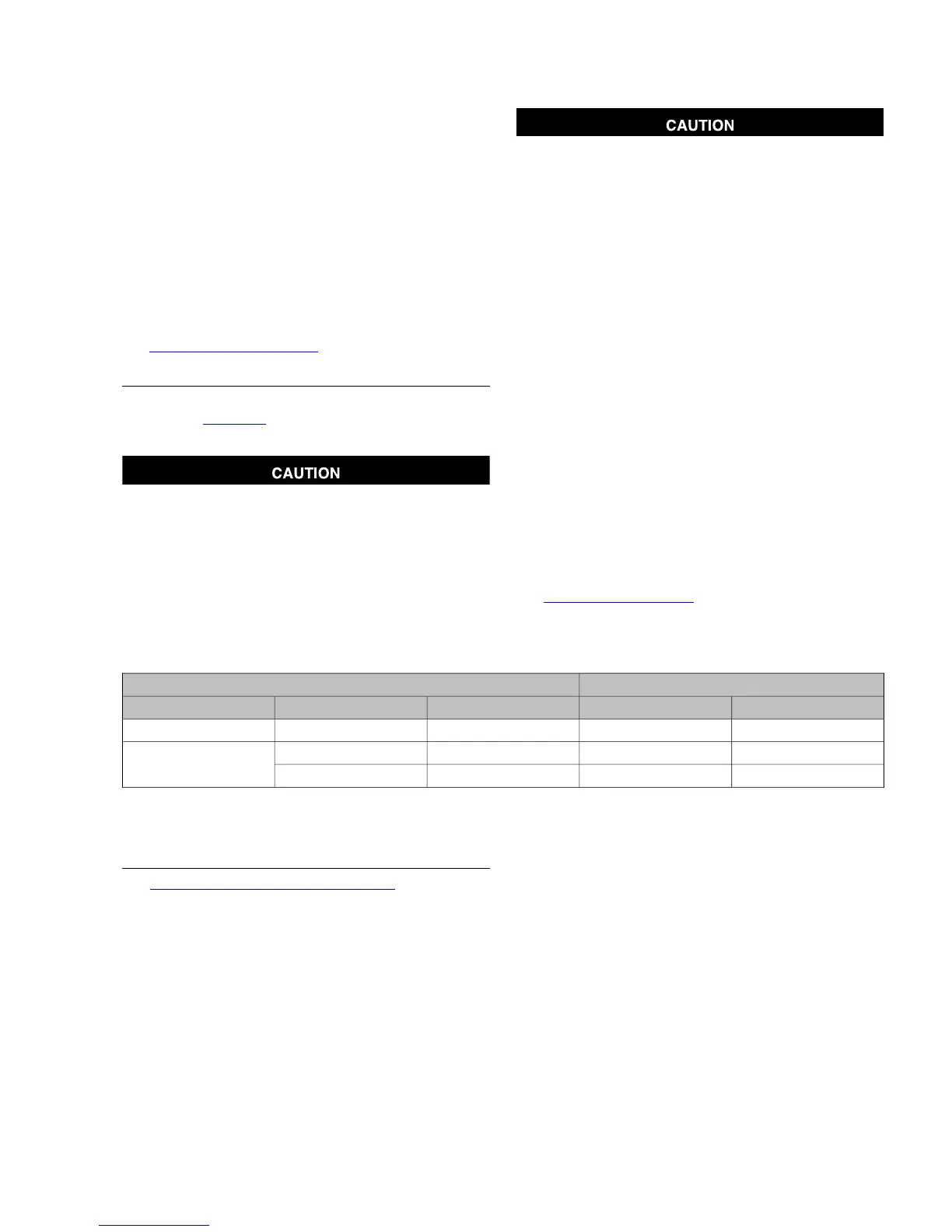
Table 3-34. Oversize Pistons/Cylinder Bores
CYLINDER BORE FINISHED SIZEPISTON
MMIN.MMIN.SIZE
95.250-95.2633.7500-3.7505N/AN/AStandard
95.377-95.3903.7550-3.75550.130.005Oversize
95.504-95.5173.7600-3.76050.250.010
INSTALLATION OVERVIEW
See 3.16 TOP END OVERHAUL: ASSEMBLY.
1. Install cylinder.
2. Install cylinder head.
3. Install push rod covers and push rods.
4. Install rocker arm support plate.
5. Install breather assembly.
6. Continue with vehicle assembly as directed.
2008 Dyna Service: Engine 3-75