1. 2T Operation
>1. Press down button of torch, valve starts work, enter
pre-flow stage.
>2. Setting time of pre-flow is end, machine output the setting
welding current.
>3. Release button of torch, machine stops work, but valve
keeps work, machine enter post flow stage.
>4. If post flow time is end, the valve stops work.
2. 4T Operation
>1. Press down button of torch, valve works, machine enter
pre-flow stage.
>2. Setting time of pre-flow time is arrived, machine output
presetting ignition current.
>3. Release button of torch, machine goes up by setting up
slope time until up to setting current.
>4. Press down button of torch again, current goes down by
setting down slope time until up to the setting crater
current
>5. Release button of torch again, machine stops work, but the valve keeps work, machine enter post
flow stage
>6. Setting post flow time is end, the valve stops work.
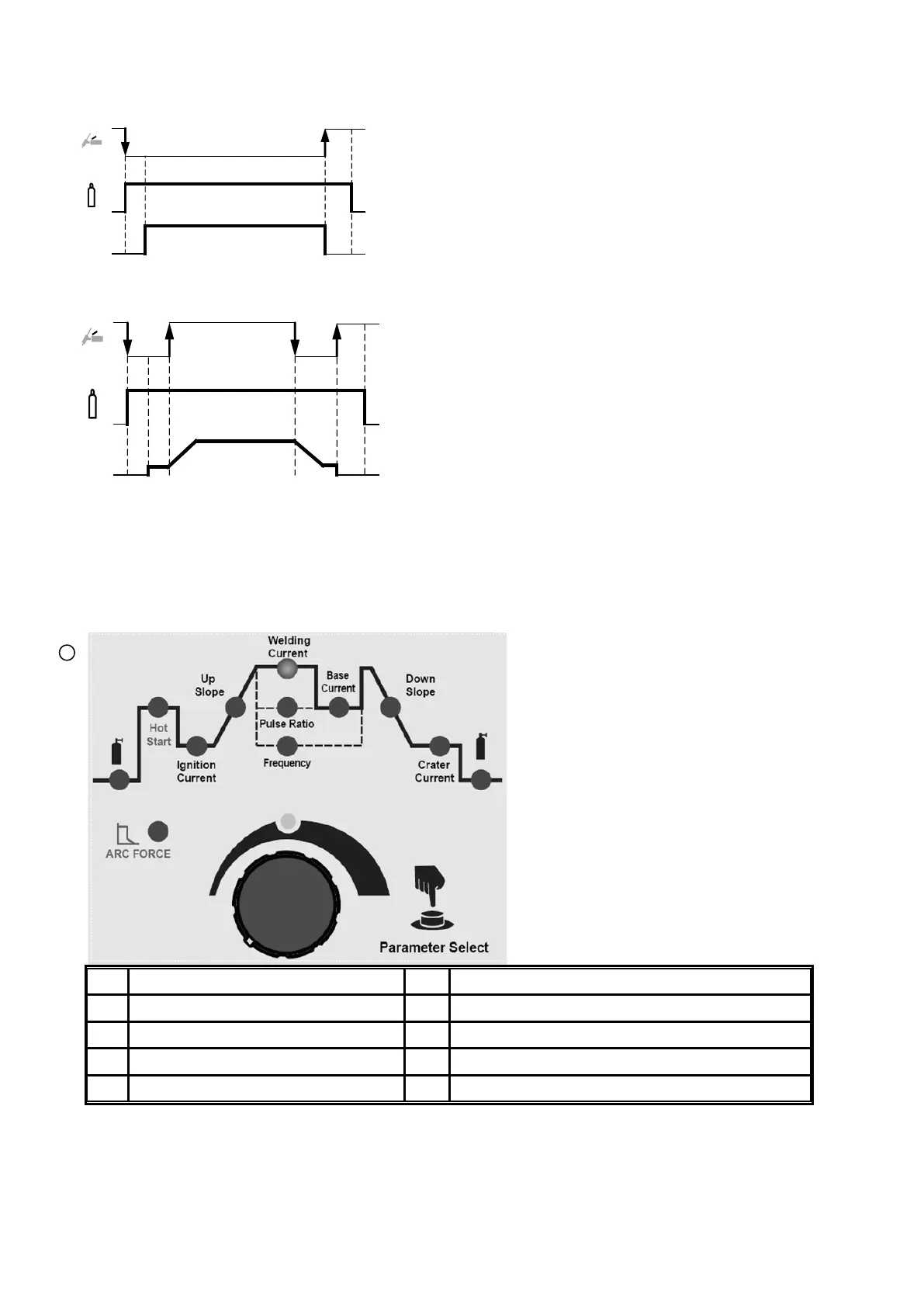
1.6.3. Parameter Setting
Under TIG mode, you can press button
Parameter to choose parameters, the
choosing parameters and corresponding
units can be watched on digital and units
sign parts (under TIG mode parameters
that can be chosen and parameters of
corresponding units see below table). Then
you can adjust chosen parameters by
adjustment of coding knob (adjusting range
of every parameter can be referred in the
parts technical parameters).
1 Pre-flow Time (sec) 2 Ignition Current (A)
3 Up Slope Time (sec) 4 Welding Current (A)
5 Pulse Ratio (%) 6 Pulse Frequency (Hz)
7 Base Current (A) 8 Down Slope Time (sec)
9 Crater Current (A)