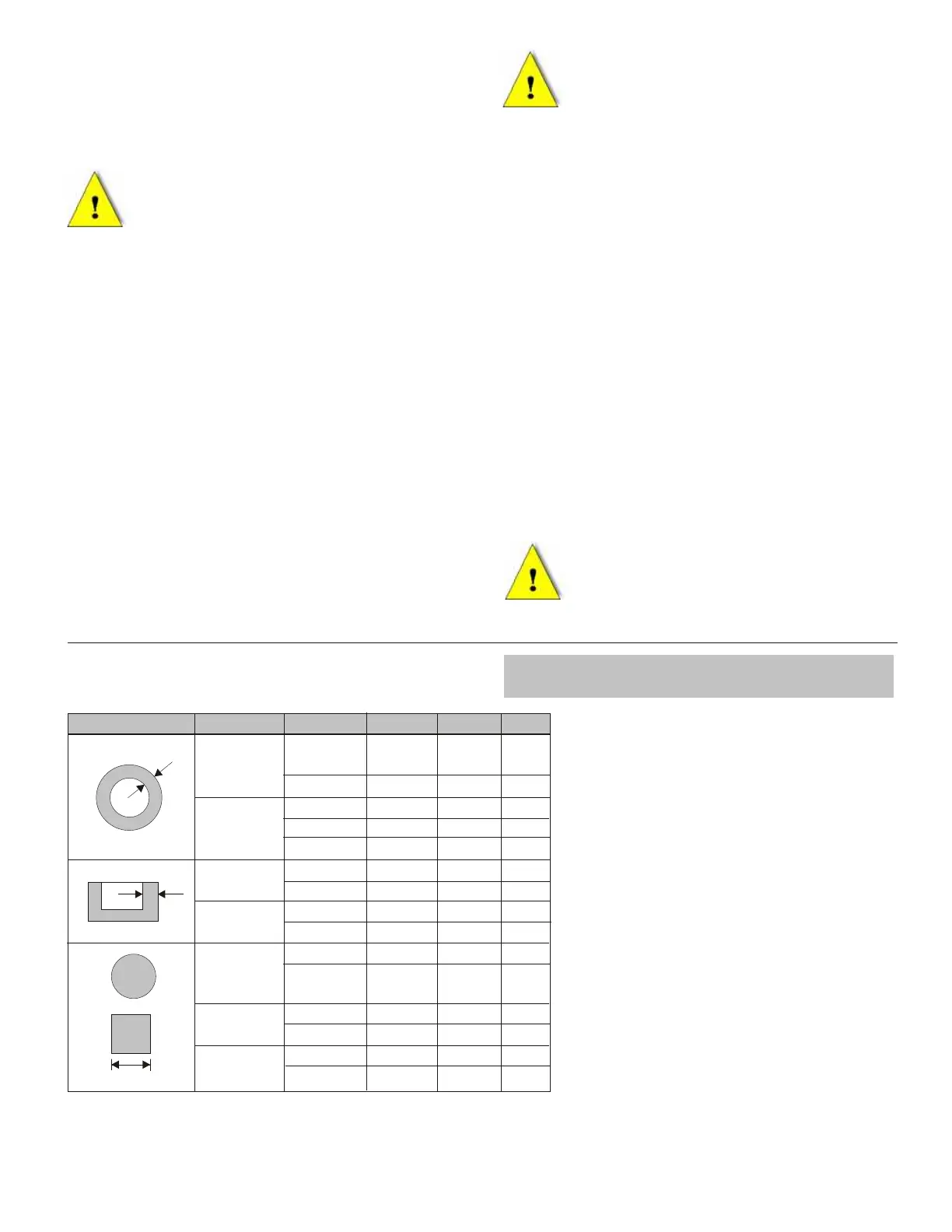
Sec. Mat. S Z V R
All 3/16-3/4 6 - 10 210
Ot 58 210
Br 14 < 3/16 14 210 ü
Fe 35 < 3/16 14 210 ü
Fe52 6 - 10 210 ü
> 3/4 4 - 6 210
All < 3/16 14 210
> 3/16 6 - 10 210 ü
Fe 37 < 3/16 210 ü
> 3/16 6 - 10 105
All < 2” 6 - 10 210
Ot 58 > 2” 4 - 6 210
Br 14
Fe 37 < 2” 6 - 10 105 ü
C 40 > 2” 4 - 6 105 ü
Acc. Inox < 2” 6 - 10 105 ü
> 2” 4 - 6 105 ü
Table 3 (refer to Section 4.5)
" Re-screw the plug;
" Pour the “virgin” liquid into the tank until it
reaches the top. (2 - fig. 4);
" Reposition the cover/filter (3).
Contact a specialized and authorized
company to dispose of the old oils. Do
not throw the cooling liquid in the
environment.
8.3 Extraordinary Maintenance
Includes the operation by skilled personnel for
repairs or replacements of worn, faulty parts etc.
8.4 Replacing the Blade
" Loosen the lever (10 - fig. 1) and move (all along
its stroke) the blade guide unit downwards.
" Remove the screws (1 - fig. 5).
" Lift the rear guard (1 - fig. 6) of the operating
head and make sure that it is in stable conditions
and cannot fall accidentally.
The blade tension lever (6 - fig. 1)
requires considerable effort to loosen.
The easiest way is to lower the cutting
head to the lowest position and use
natural leverage to move the lever.
" Remove the blade (2 - fig. 6) from the driven
pulley (3) then from blade guide devices (4 - fig.
6) and finally, from the driving pulley (5).
" Insert a new blade following the reverse order of
what has just been described.
" Check that the new blade is correctly inserted,
then pull the tension lever (6 - fig. 1)
energetically outwards.
" Close the guard (1 - fig. 6) and fasten it with the
two screws (1 - fig. 5).
" Start the machine and start without load, at short
impulses, the blade will self-center on the
pulleys.
" Check that the blade tension is at its maximum,
pulling the lever again (6 - fig. 1).
With the new blade, make the first 4-6
cuts with a gentle cutting pressure in
order to “break-in” the new blade.
Doing this will increase your blade life.
Sec. = Section of the piece to be cut
Mat. = Material of the piece to be cut
S = Thickness of the piece to be
cut (in inches)
< = Lower than the stated value
> = Higher than the stated value
Z” = Number of teeth per inch of
the blade
V = Cutting speed (ft/min.) feet
per minute
R = Cut with cooling liquid (ü)
 Loading...
Loading...