9.5
Section 9
Inspection and Reconditioning
9
Valve Guides
ȱȱȱȱȱȱ¢ȱęǰȱȱȱ
not guide the valve in a straight line. This may result
in burned valve faces or seats, loss of compression,
and excessive oil consumption.
To check valve guide-to-valve stem clearance,
thoroughly clean the valve guide and, using a split-
ball gauge, measure the inside diameter. Then, using
an outside micrometer, measure the diameter of
the valve stem at several points on the stem where
it moves in the valve guide. Use the largest stem
diameter to calculate the clearance. If the intake
clearance exceeds 0.047 mm (.0018 in.) or the exhaust
clearance exceeds 0.082 mm (.0032 in.), determine
whether the valve stem or guide is responsible for the
excessive clearance.
Maximum (I.D.) wear on the intake valve guide is
5.512 mm (0.2170 in.), while 5.512 mm (0.2170 in.)
is the maximum allowed on the exhaust guide. The
guides are not removable. If the guides are within
limits but the valve stems are worn beyond limits,
replace the valves.
Valve Seat Inserts
Hardened steel alloy intake and exhaust valve
ȱȱȱȱęĴȱȱȱ¢ȱǯȱ
The inserts are not replaceable, but they can be
ȱȱȱȱ¢ȱĴȱȱǯȱȱ
the seats are cracked or badly warped, the cylinder
head should be replaced.
ȱȱȱȱȱȱȱ
ȱȱȱȱȱȱĴȱȱ
ǯȱȱ¢ȱĴȱȱȱȱȱşȬŘǯȱȱęȱ
ȱȱȱȱȱȱşŖǚȱĴȱȱęȱȱ
the valve seat angle in Figure 9-1. With the proper 45°
valve face angle, and the valve seat cut properly (44.5°
as measured from center line when cut 90°) this would
result in the desired 0.5° (1.0° full cut) interference
angle where the maximum pressure occurs on the
valve face and seat.
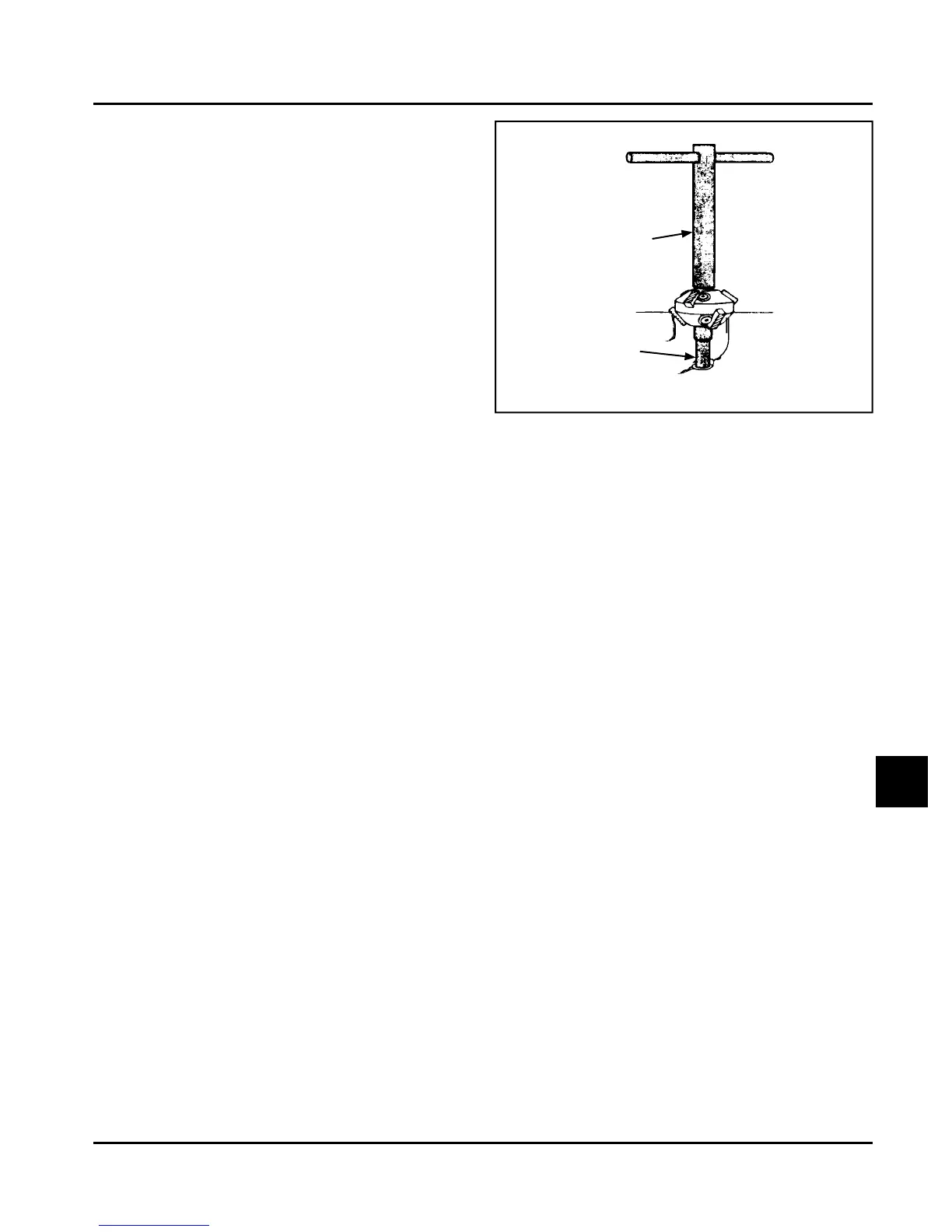
Valve Seat Cutter
Pilot
.001
Figure 9-2. Typical Valve Seat Cutter.
Lapping Valves
ȱȱȱȱȱȱȱǰȱȱ
provide a good seal. Use a hand valve grinder with
ȱȱȱęȱǯȱ¢ȱȱȱȱ
ȱęȱȱȱȱǰȱȱȱ
valve on seat with grinder. Continue grinding until
smooth surface is obtained on seat and on valve face.
Thoroughly clean cylinder head in soap and hot water
ȱȱȱȱȱȱǯȱĞȱ
drying cylinder head, apply a light coating of engine
oil to prevent rusting.

 Loading...
Loading...





