30
Pull the handle out and in. You should be able to hear the microswitch click-
ing ON and OFF (provided there is not too much background noise).
If the switch does not click ON and OFF then swing the bending beam
right up so that the brass actuator can be observed . Rotate the bending beam
up and down. The actuator should rotate in response to the bending beam
(until it clutches at its stops). If it does not then it may need more clutching
force. On the 1250E lack of clutching force usually relates to the two M8 cap
-head screws at either end of the actuator shaft not being tight. If the actuator
rotates and clutches OK but still does not click the microswitch then it may
need adjusting. To do this first unplug the machine from the power outlet and
then remove the electrical access panel.
On the Model 1250E the turn-on point can be adjusted by turning a screw
which passes through the actuator. The screw should be adjusted such that the
switch clicks when the bottom edge of the bending beam has moved about 4
mm. (On the 650E and 1000E the same adjustment is achieved by bending the
arm of the microswitch.)
a) If the microswitch does not click ON and OFF even though the actuator is
working properly then the switch itself may be fused inside and will need
to be replaced.
b) If your machine is fitted with an auxiliary switch then make sure it is
switched to the "NORMAL" position. (Only light clamping will be availa-
ble if the switch is in the "AUX CLAMP" position.)
3. Clamping is OK but Clampbars do not release when the machine switches OFF:
This indicates a failure of the reverse pulse demagnetising circuit. The
most likely cause would be a blown 6.8 power resistor. Also check all
diodes and also the possibility of sticking contacts in the relay.
4. Machine will not bend heavy gauge sheet:
a) Check that the job is within the specifications of the machine. In particular
note that for 1.6 mm (16 gauge) bending the extension bar must be fitted to
the bending beam and that the minimum lip width is 30 mm. This means
that at least 30 mm of material must project out from the bending edge of
the clampbar. (This applies to both aluminium and steel.)
Narrower lips are possible if the bend is not the full length of the machine.
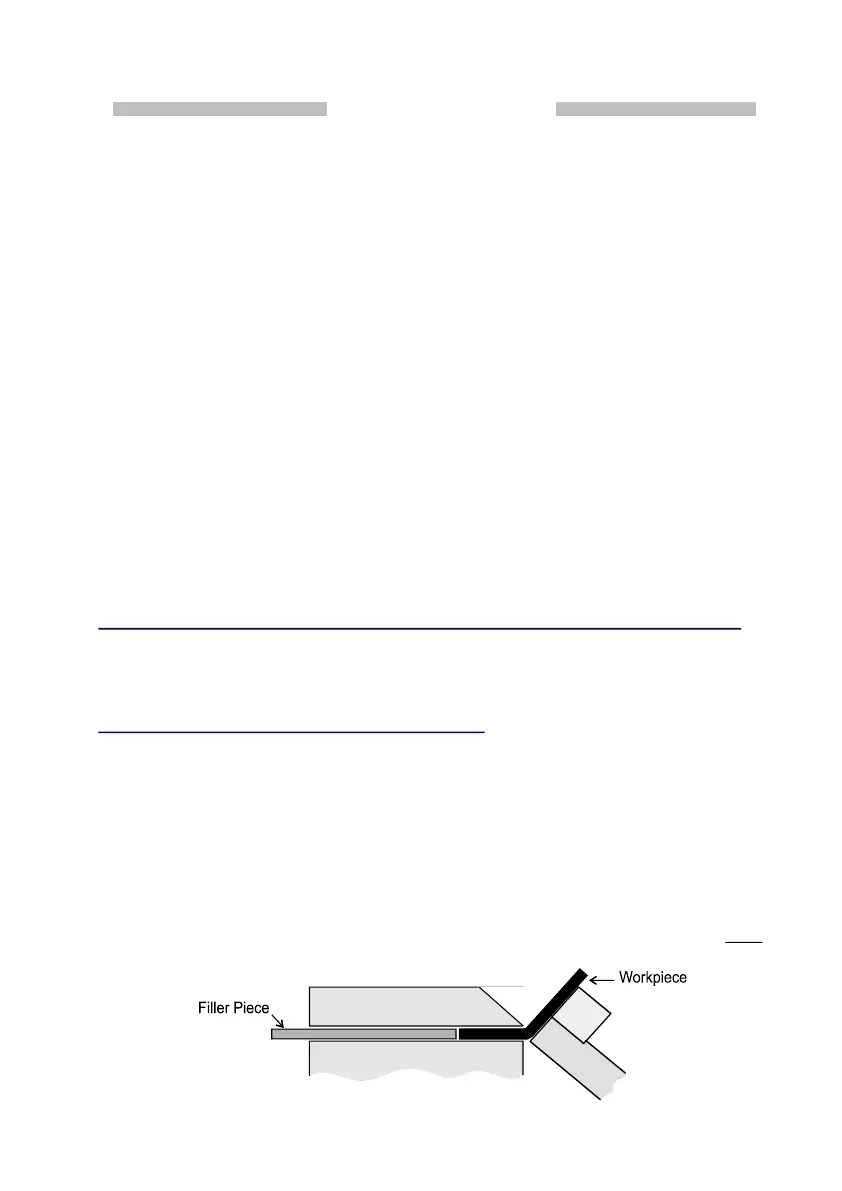
b) Also if the workpiece does not fill up the space under the clampbar then
performance may be affected. For best results always fill up the space
under the clampbar with a scrap piece of steel the same thickness as the
workpiece. (For best magnetic clamping the filler piece should be steel
even if the workpiece is not steel.)
This is also the best method to use if it is required to make a very narrow lip on
the workpiece.
... TROUBLE SHOOTING