8 Chapter III Dex CM3000
Full-Digital Control CO
2
/MAG/MIG Multi-FunctionWelding Machine
2. Under this circumstance, the LED will be onsimultaneously. Rotate the knob to adjust the range
of arc dynamics -9~0~+9.
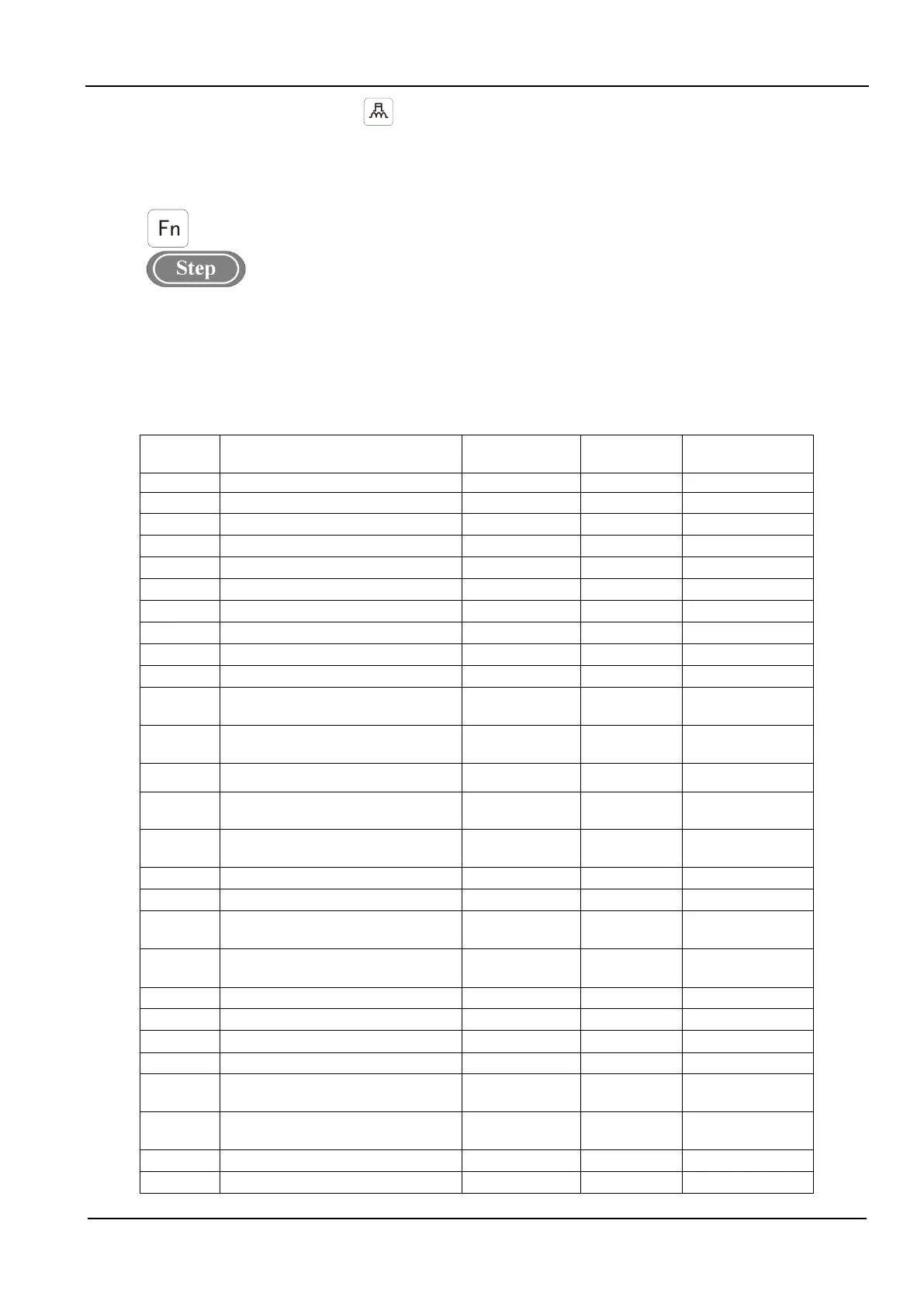
3.7 InternalMenu
The button is to enter into internal menu.
1. Long pressing "Function" key more than 3 seconds to enter into internal menu.Short-Pressing the
button to exit the internal menu.
2. Under internal menu settings, turn the left knob and adjust the left nixie tube. Turn theright panel knob
and adjust theright nixie tube.
3. Once setting completed, short-press to exit internal menu.
Detailed information of internal menu is as shown in Table 3-2.
Table3- 2Internal Menu
Function Name and Meaning
Step Length Default Value
F01 Restore factory settings
F10 Slow Wire Feeding Speed
1.4~18m/min.
0.1 m/min. 2.4m/min.
F11 Pre-Gas Time
0~25s
0.1s 0s
F12 Soft-Starting Time
0.001~0.999s
0.001s Automatic Match
F13 Transition Time of Wire Feeding Speed
0.01~9.99s
0.01s 0.1s
F14 Post-gasTime
0~25s
0.1s 1s
F15 ManualWire Feeding Speed
1.4~8 m/min.
0.1 m/min. AutomaticMatch
F20 DC Burn-Back Voltage
12~30V
0.1V 12V
F21 DC Burn-Back Time
0.00~1.00s
0.01s Automatic Match
F22 DC Chopping Time
0.00~1.00s
0.01s 0.24s
F23
Fast Rising Slope of DC Welding
Short-Circuit Current
1~300 1 Automatic Match
F24
Fast rising Amplitude of DC Welding
0~500A 1A Automatic Match
F25 Welding control
0~3
0FF(2 steps)
F26
Percentage of wire feeding speed in arc
starting stage
1~200
0FF(100)
F27
Synergic voltage corrected value in arc
-30%~+30%
0
F28 Arc dynamics in arc starting stage
-9~+9
0
F29 Arc starting time
0~10 seconds
0FF(0)
F50 Arc startingTime
0~10s
0.1s
Temporarily not
Open
F51 Arc endingTime
0~10s
0.1s
Temporarily not
F52 MMA Arc starting Current
0~400A
1A 300A
F53 MMA Hot-StartingCurrent
0~60A
1A 50A
F54 MMA Thrusting Current
0~50A
1A 30A
F55 DC Welding Energy Control 0~200 1 0
F2A
Percentage of wire feeding speed in arc
ending stage
1~200
0FF(100)
F2B
Synergic voltage corrected value in arc
-30%~+30%
0
F2C Arc dynamics in arc ending stage
-9~+9
0
F2D Arc ending time
0~10seconds
0FF(0)