53
5. 操作
a. 首次安裝
1. 將手柄連接到電源裝置的輸出接頭。
2. 將您選取的焊嘴插入手柄中。
3. 用力推動焊嘴直到其到位。
• 對於 TATC 焊嘴,將焊嘴杆的扁平面與手柄開口對齊。 推動焊嘴直
到其到位。 當插入標示與手柄平齊時,即表示焊嘴已完全到位。 推
動位置請勿超過此標示。 對於第二個焊嘴重複這些步驟。
4. 將手柄放入相關的工作台。
5. 若有工作台海綿,請將蒸餾水加到工作台海綿 (無硫磺)。
6. 將電源線插入具有額定輸入線電壓的接地壁裝插座中。
7. 若要開啟裝置,請按下電源開關。 注意: 裝置必須接地,否則便無法正常運
作。 裝置將無法在已使用隔離變壓器的電網中運作。
8. 使用輸出選擇器/指令按鈕來選擇所需的輸出。
b. 更換所有焊嘴
1. 確認系統已關閉。
2. 使用「焊嘴拆卸墊」(MX-CP1) 拔出焊嘴。 注意: 焊嘴可能很燙! 切勿使
用金屬工具(如鉗子等)拔出焊嘴。
3. 將新焊嘴推入手柄。
4. 將手柄放入相關的工作台。
5. 將電源開關推至「On」 (開) 。 新焊嘴很快便能加熱至工作溫度。
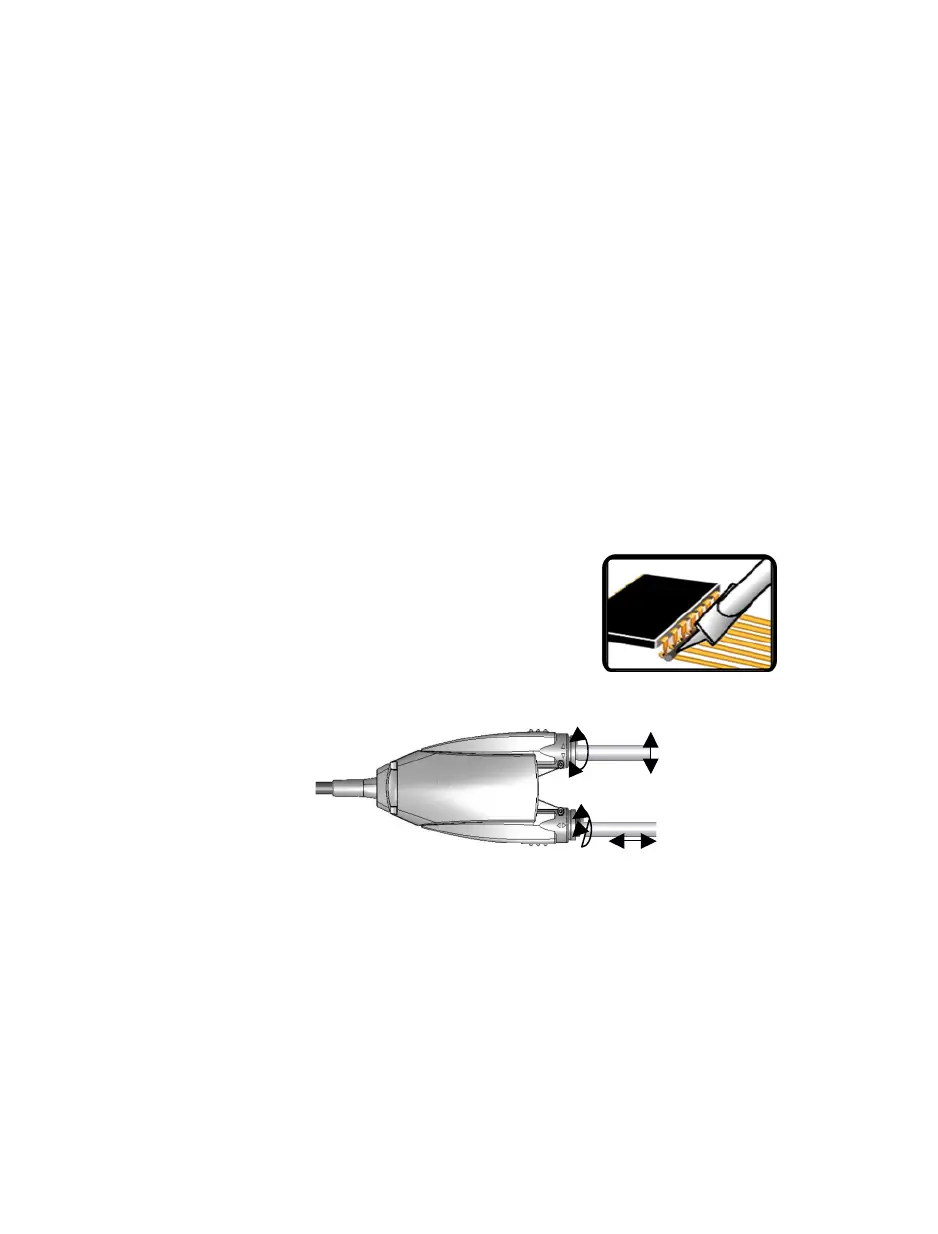
c. MX-PTZ 和 TALON 操作
1. 進行清潔,然後在加熱後對焊嘴塗錫。
2. 請確定焊嘴可以接觸到裝置上的所有引線,可以
使用焊嘴的傾斜或豎直部分。在引線上使用焊料
,以建立「熱橋」。
3. 擠壓工具。 等候所有引線回流。
4. 保持壓力,提起元件。
d. MX-PTZ 焊嘴對齊
6. 應用注意事項:
a. 延長焊嘴壽命
1. 使用工業酒精和乾淨的布料,每天取下、檢查和清潔焊嘴杆和手柄。 可使用銅
絲刷去除掉杆 (以及整個 SMTC、PTTC 和 TATC 焊嘴) 上很難移除的助焊劑。
2. 啟動系統之後,以及每天您將焊嘴放回托架時,請將焊料套用到焊嘴的鍍錫表
面。 焊料會保護焊嘴免於氧化,並延長焊嘴的壽命。
3. 選擇進行焊接的最低溫度系列焊嘴。 較低溫度會降低焊嘴氧化程度,且更容易
接合元件。
4. 視需要使用焊接點更細的焊嘴。 大焊嘴上的電鍍層會比精密細焊嘴的電鍍層更
耐久。
5. 請勿將焊嘴作為撬桿工具使用。 彎折焊嘴可能會導致電鍍層斷裂,並縮短焊嘴
壽命。
6. 視需要,針對適用的焊料類型使用最少的活化劑,來執行此工作。 較高的活化