MOONEY INTERNATIONAL CORPORATION
M20V SERVICE AND MAINTENANCE MANUAL
Page
Date
8
MAR 2017
Rev Date
-NOTE-
Sealant in tube form, which has mixing instruc-
tions on each tube. Read and comply with these
mixing instructions prior to sealant application.
3. Cleaning Surfaces to be sealed.
A. Clean metal surfaces to be sealed with Turco
657 Wipe Solvent or Methyl Ethyl Keytone (MEK).
Wipe surface dry with clean cloth. Do not allow solvent
to evaporate.
B. Allow cleaned, wiped surface to dry five to ten
minutes before sealant application.
-NOTE-
Apply sealant as soon as possible after cleaning/
drying. Store and handle parts in a manner that
will prevent finger pri nts, dust, dirt, or other for-
eign substances from accumulating on surfaces
to be sealed.
-NOTE-
Refer to Mooney SB M20- 230 for proper applica-
tion of sealant and drain holes that are to be left
open.
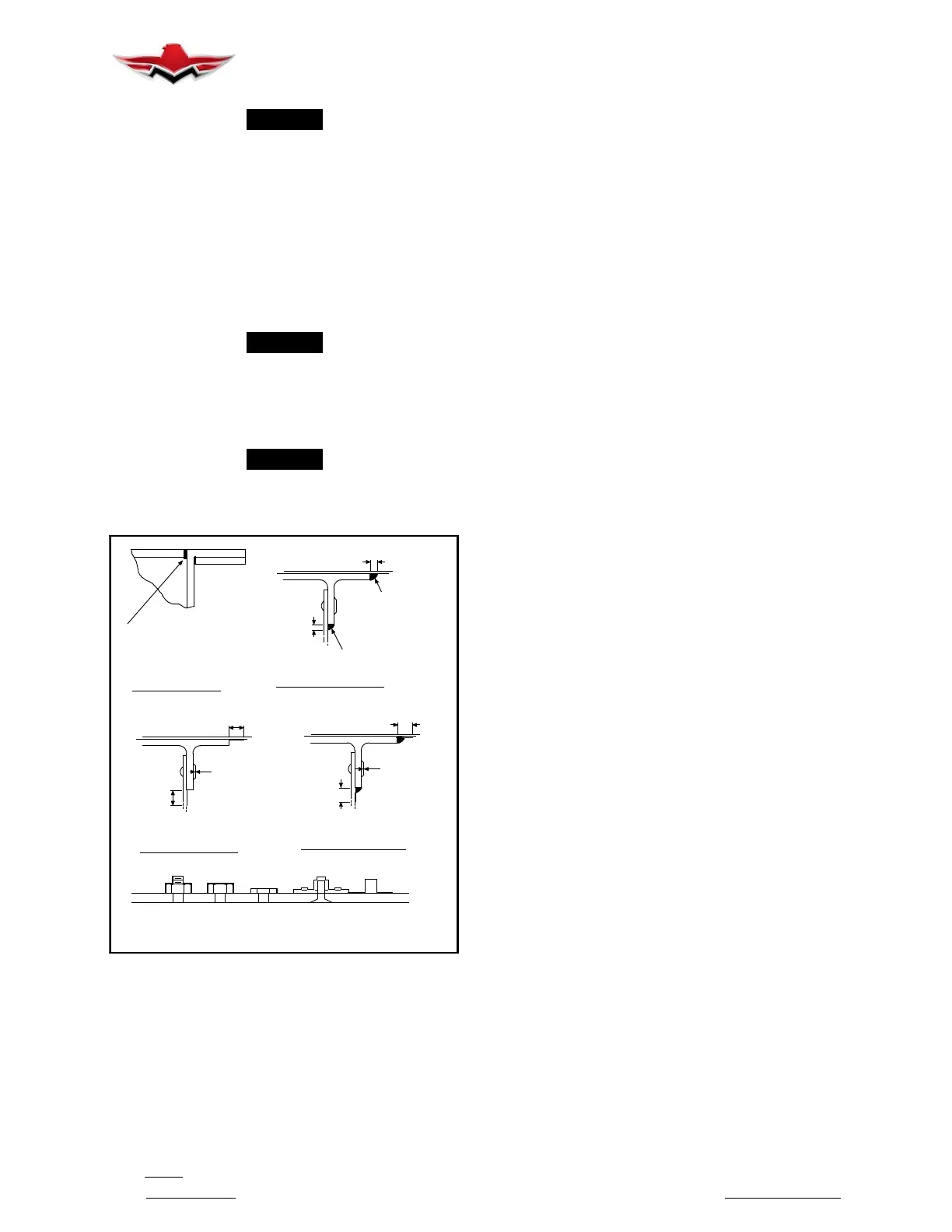
THIRD STEP
1IN.
FOURTH STEP
FASTENER SEALING WITH BRUSH SEALANT
(1/32 TO 1/16 IN. THICK)
WITH FILLETING
COMPOUND
FIRST STEP
3/16 TO 1/4 IN.
SECOND STEP
3/16 TO
1/4 IN.
FILLET
APPLY FILLETING
COMPOUND
FILLET
SEAL GAPS & HOLES
3/8 TO
1/2 IN.
SEALANT
PROTECTIVE
SEALANT
1IN.
1/16 IN.
APPLY
3/8 TO 1/2 IN.
1/32 IN.
APPLY BRUSH
FUEL TANK SEALING
FIGURE 28- 3
4. Sealant Application.
All old sealant must be removed. Use a sharp, non- me-
tallic scraper (Formica or lexan). When sealant has
been removed, clean area thoroughly and reseal tank
as follows:
A. Fillet Sealing.
(1) Be certain that surfaces to be sealed are to-
tally clean and free from oil, grime, finger prints, etc.
(2) Refer to (Figure 28- 3) for typical fillet size.
(3) Join fillets laid on intersection joints to pro-
duce a continuous fillet.
(4) Seal all difficult and hard- to- reach areas first
to preclude the possibility of their being overlooked or
improperly sealed.
B. Filleting Compound Application.
(1) Use a spatula or an extrusion gun with a 1/8 -
to 1/4 - inch nozzle opening for laying fillets at edges of
all seams. When using an extrusion gun, hold gun per-
pendicular to seam so that extruded sealant will pack
tightly.
(2) Use a spatula to pack sealant firmly in place
while working out air pockets. Shape each fillet evenly.
C. Brush Sealing.
(1) Brush sealant (PR 1422- A- 1/2, A- 2 or
CS3204 A- 1/2, A- 2) over all seams, rivets, nuts, and
bolts. A one inch, stiff bristle brush is recommended for
sealant application. Force sealant into all gaps with
brush strokes parallel to seams. Use a circular brush
action to deposit an even coating of sealant around riv-
ets, nuts, and bolts. Coating should be approximately
1/32- inch thick. Use considerable brush action to force
sealant into all small crevices and to obtain good adhe-
sion. Air pockets under the sealant, that will open up in
the form of holes or voids soon after application, will re-
sult from improper application. To repair holes or voids,
press sealant in place using a spatula.
(2) When edge of a flange protrudes 0.040 inch
or less, or where the seam cannot be clearly defined,
apply two 1/32- inch brush coats. Allow first coat to cure
about four hours or until it becomes rubbery before ap-
plying second coat. The second coat should overlap
edges of first coat by about 1/4 inch.
D. Protective Sealant.
(1) Using short, even strokes, brush on a smooth
and continuous coat of PR 1005- L over sealant. The
protective sealant coat should extend one inch beyond
edge of filleting compound.
(2) Allow first protective coat to cure 20 minutes
at 75
o
F., or until tack- free; then apply a second brush
coat of PR 1005- L. Make every effort to obtain a com-
pletely bubble- free, continuous top coat. DO NOT RE-
BRUSH over areas, as doing so will only cause drag-
ging and will break coating continuity.
E. Upper Wing Tank Access Panel Sealing.
(1) Apply a coat of access door sealant
(PR1428- B) to either faying surface using a short stiff
bristle brush, spatula, or extrusion gun. If an extrusion
gun is used, smooth the sealant with a brush or spatula.
Cover the entire faying surface with a sealant coat of
sufficient thickness (1/32 to 1/16 inch) to assure extru-
sion along edges of faying surface when mating parts
28-12-00
 Loading...
Loading...




