MOONEY INTERNATIONAL CORPORATION
M20V SERVICE AND MAINTENANCE MANUAL
Page
Date
9
MAR 2017
Rev Date
REPLACEMENT
LEAVE 1/8 IN. GAP FOR WELDING
SLEEVE
A2A
INSIDE
REPAIR
TUBE
1/2A
5A
A
ORIGINAL
A
ROSETTE WELD
A
SLEEVE
TUBE
INSIDE
TUBE
REPAIR
ROSETTE WELD
A A
1/2A
A
1/2A
30
TUBE
1/2A
30
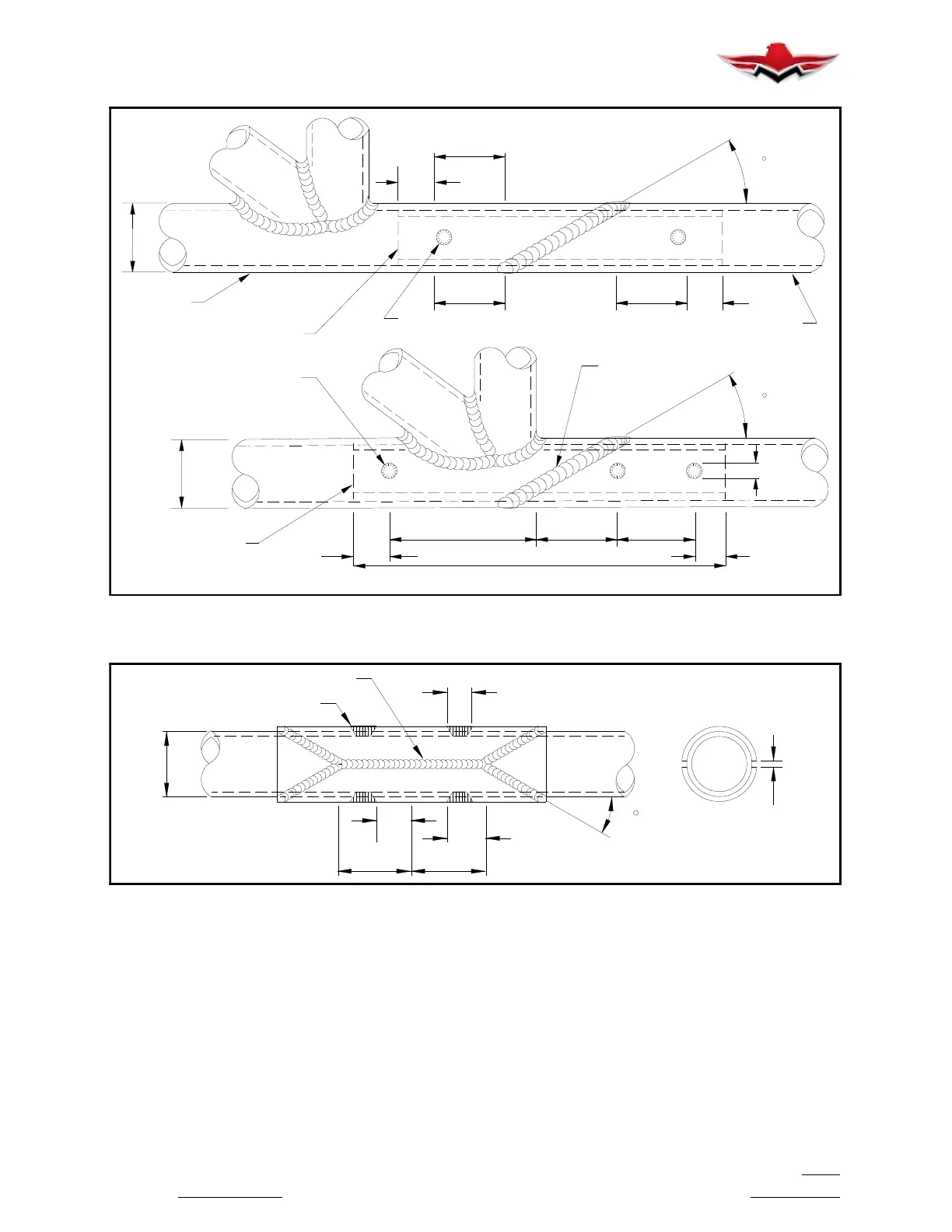
INNER SLEEVE SPLICING
FIGURE 51- 6
WELD HERE FIRST
4 ROSETTE WELDS
A
1- 1/2A 1-1/2A
1/2A
1/2A
FOR WELDING
1/8 IN. GAP
30
1/4 IN.
SPLIT- SLEEVE SPLICE
FIGURE 51- 7
3. SPLIT- SLEEVE SPLICING. Use split- sleeve
splice to repair a damaged tube when parts on each
side of the damage cannot be separated to insert an in-
ner sleeve (Figure 51- 7).
A. Form split sleeve from steel tube or sheet steel
when outside diameter of original tube is less than one
inch.
B. Form split sleeve from sheet steel when outside
diameter of the original tube is one inch or more.
C. Form split sleeve from same material (AISI 4130
steel, condition N) with at least the same gauge as origi-
nal tube.
D. Allow a 1/8 inch gap between sleeve halves for
welding.
E. Weld parallel edges of sleeve to original tube
through 1/8 inch gaps.
F. Weld center of each sleeve half to original tube
with two rosette welds spaced one original tube diame-
ter apart.
51-12-01
 Loading...
Loading...




