MOONEY INTERNATIONAL CORPORATION
M20V SERVICE AND MAINTENANCE MANUAL
Page
Date
8
MAR 2017
Rev Date
Use proper material when making weld repairs. Weld-
ing rod, meeting requirement of specification
MIL- R- 5632, class 2, is recommended for oxy- acety-
lene welding. Electrodes meeting requirement of speci-
fication MIL- F- 5632- A, class 2, or AWS A5.18- 69,
class E705- 2 are recommended for inert- gas,
shielded- arc welding (Heliarc). Use AISI 4130 condi-
tion N steel for replacement and repair of tubes and for
making repair sleeves. Replacing a member or subas-
sembly is often advantageous and more feasible than
repair. All detail tubes or assemblies needed for re-
placement can be purchased from one of our Author-
ized Mooney Service Centers. Visit our ’Support’ sec-
tion of our website www.mooney.com.
2A
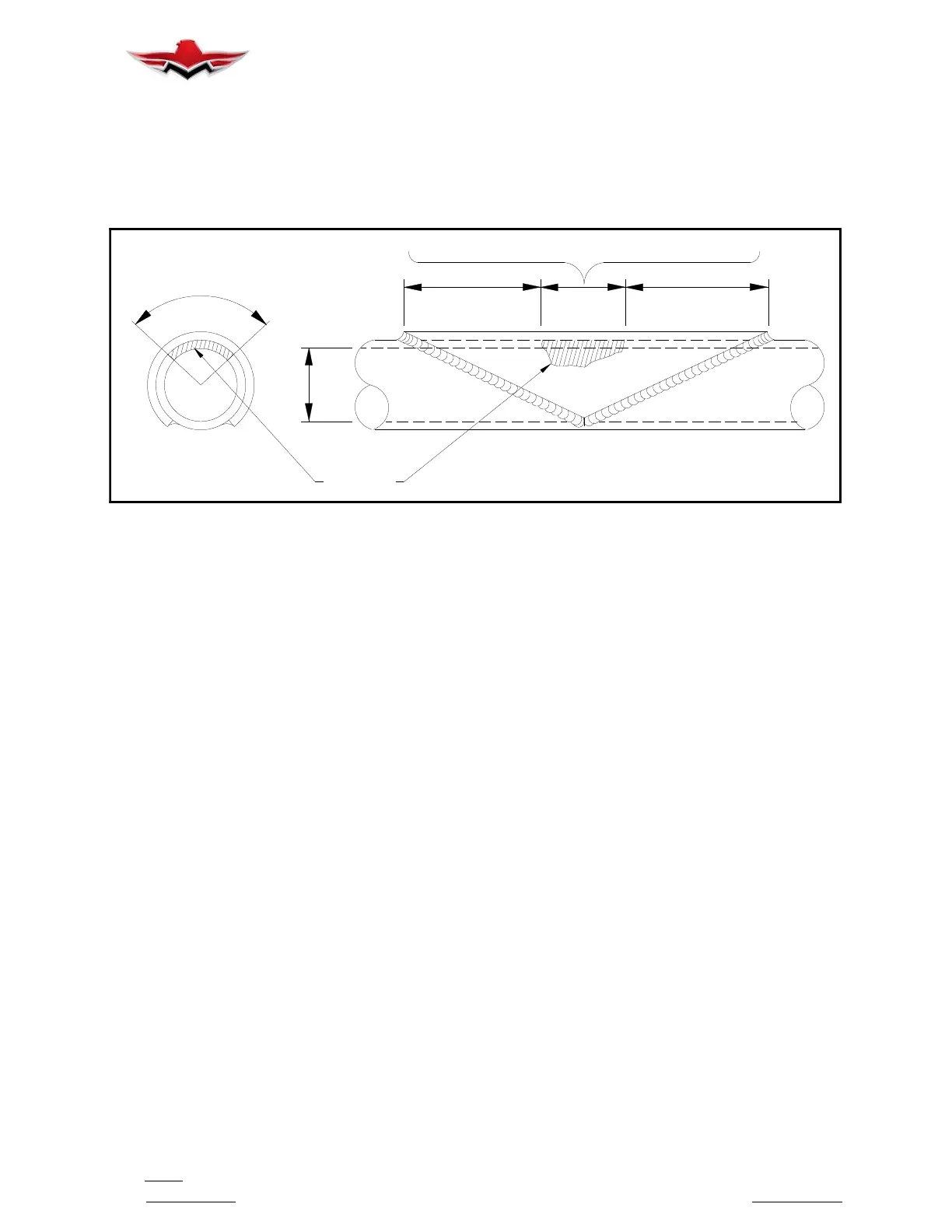
IF NOT GREATER THAN ”A” (DIAM. OF TUBE)
CIRCUM. (MAX.)
1/4 OF TUBE
A
DAMAGE
2A
WELDED PATCH - LOCAL DAMAGE REPAIR
FIGURE 51- 5
1. WELDED PATCH REPAIR OF LOCAL DAMAGE.
Use a welded patch to repair dents, small holes, and
cracks no longer than outside diameter of tube and cov-
ering a maximum of 1/4 of tube circumference.
Drill out crack, smooth hole edges, weld hole or dent
and file repaired surface smooth. Form a patch that will
cover twice the diameter of tube from both edges of
damaged area and twice the circumferential area of
damage as shown in (Figure 51- 5). Weld patch in
place.
2. INNER SLEEVE SPLICING. Use an inner sleeve
splice to partially replace a tube without increasing out-
side diameter (Figure 51- 6).
A. Make a 30- degree cut to remove damaged por-
tion of tube; then, remove burr from remaining end.
B. Cut replacement tube of same material (AISI
4130 steel, condition N), same diameter and same wall
thickness as original tube.
C. Select a tube with an outer diameter equal to in-
ner diameter of tube to be repaired and with same wall
thickness.
D. Cut tube to length, five times outer diameter of
tube to be spliced.
E. Install inner sleeve in tube to be repaired so that
its outer end is one and one- half of original tube diame-
ter from nearest end of the diagonal cut; secure in posi-
tion with a rosette weld on each side at one- half original
tube diameter from inner- sleeve end.
F. Install replacement tube over inner sleeve allow-
ing a 1/8 inch gap for welding between original and re-
placement tubes.
G. Weld inner sleeve to tube stubs through the 1/8
inch gap, forming an overlaid bead across gap.
H. Rosette weld replacement tube to inner sleeve
intwoormoreplaces.
51-12-01
 Loading...
Loading...




