(example i125*)
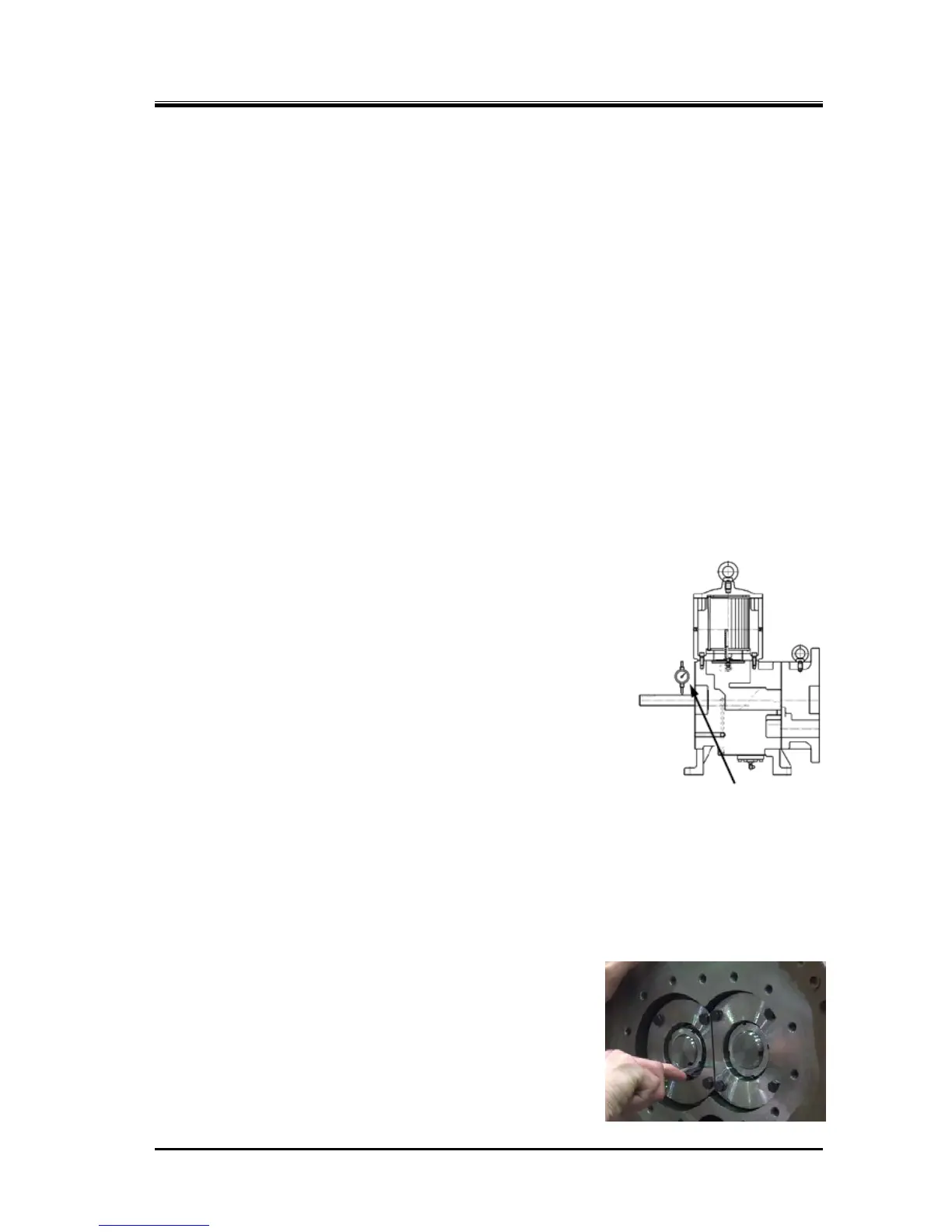
Figure 5-5 Runout
Measurement
5.5.6.2 End Clearance Adjustment
(1) When end clearance is smaller than the specified value
To deal with this, insert shim material (thrust adjustment liner) of required thickness (difference in
thickness from the specified value) between the thrust bearing alignment spacer [42] and thrust
bearing inner race.
* The thrust adjustment liner is not shown in the exploded view, but available from us. Place an
order together with a model name.
Or using a highly accurate surface grinding machine or asking professional service vendors to
grind, grind the surface of thrust bearing outer race spacer [41] by the difference from the
specified value. After grinding the flat surface, measure the whole circumference of the thrust
bearing outer race spacer by using a micrometer, and check that the thickness is even.
(2) When end clearance is larger than the specified value
As the end clearance is excessive, remove shim material (thrust adjustment liner) of a thickness
equal to the difference between the measured value and the specified value if the shim material is
used between thrust bearing alignment spacer and thrust bearing inner race.
Or if the shim material is not used between thrust bearing alignment spacer and thrust bearing
inner race, or even if used but insufficient thickness, grind the surface of thrust bearing alignment
spacer[42] by the difference between the measured value and the specified value or ask
professional vendors to do so.
After grinding the flat surface, measure the whole circumference of the spacer by using a
micrometer, and check that the thickness is even.
(3) Rotor runout measurement
When the end clearance has been adjusted to within the specified
range, place a dial gauge on the seal attachment portion of the M
rotor shaft (FIgure 5-5) . Measure run out by turning the rotor shaft.
The tolerance for runout is 0.03 mm or less for all models.
Runout occurs when the thrust bearing alignment spacer and outer
race spacer are not parallel or when the thrust bearing mark is not at
the correct side. And it occurs if fastening the lock nut performed
without changing the position of the lock nut wrench (i.e., the uneven
fastening of the lock nut).
Moreover small particles of dirt trapped between parts may cause
excessive runout.
If the rotor runout is over the tolerance, even if the end clearance is
within the specified range, disassemble and adjust the relative
positions of the thrust bearing outer race spacer, alignment spacer
and thrust bearing.
This is important because it affects the life of the mechanical seal and
its performance. If axial runout still exceeds the tolerance even when
no such assembly problems exist, contact us. The rotor shaft may be bent.
5.5.6.3 Tightening after End Clearance Adjustment
a) Bend the lock washer claw to the notch of the lock nut which is
tightening the thrust bearing inner race,to prevent rotation.
b) Remove the hexagon head bolts that are tightening thrust
bearing gland [43] one bye one.
Insert spring washer [46] as rotation stopper, and tighten to the
specified torque again.
In case of i160*, use a flat washer [46-2] and spring washer
[46-1], and tighten to the specified torque.
 Loading...
Loading...

