Case 3 - Thick Materials Cutting
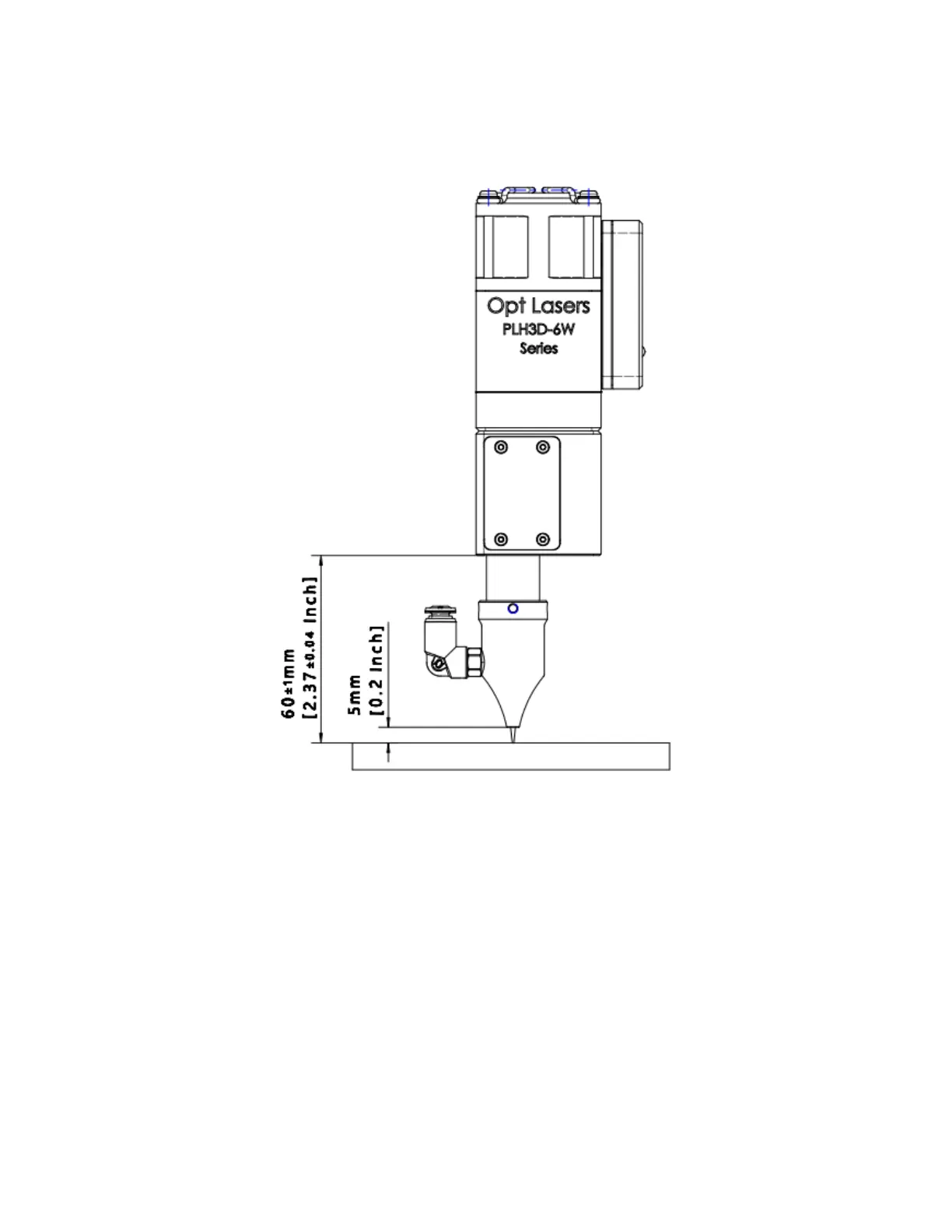
For laser cutting thick materials, the High-Pressure Air Assist Nozzle should be closer to
the laser head. Effectively, the bottom tip of the nozzle should be 55 mm from the
bottom face of the laser head as shown above.
Then you cut the material layer by layer. It is a good practice to find the speed and laser
power corresponding to cutting through ~1 mm of the material in a single pass - and
then lowering the laser head down 1 mm after each pass. In this manner, the beam
always focuses at the point where the laser beam needs to cut the material, speeding
up the process.
If you laser cut materials thicker than 5-6 mm, you should then stop changing the
working distance ideally after the 5th (HP nozzle 2 mm above the material) pass or 6th