9
Cordone di saldatura stretto e fu-
sione incompleta
Cordone di saldatura troppo spes-
so
Pezzo da saldare arrugginito, verniciato, umi-
do, sporco di olio o grasso
Filo sporco o arrugginito
Scarso contatto di massa
Combinazione di gas / filo incorretta
Spostamento della torcia troppo veloce
Tipo di gas non corretto
Spostamento della torcia troppo lento
Tensione di saldatura troppo bassa
Assicuratevi prima di proseguire che il pezzo da
saldare sia pulito ed asciutto.
Assicuratevi prima di proseguire che il filo sia
pulito ed asciutto.
Controllate il collegamento della pinza di massa
al pezzo
Consultate il manuale per una scelta corretta.
Muovete la torcia più lentamente
Vedi guida ai gas di protezione
Muovete la torcia più velocemente.
Aumentate la tensione di saldatura
14.0 GUIDA AI GAS DI PROTEZIONE
METALLO
Acciaio a basso carbonio
Alluminio
Acciaio inossidabile
Rame, Nickel e leghe
GAS
Argon + CO2
Argon + CO2 + Ossigeno
Argon (spessori < 25mm)
Argon + Elio (spessori > 25mm)
Argon + CO2 + Ossigeno
Argon + Ossigeno
Argon
Argon + Elio
NOTE
Argon limita gli spruzzi.
L’ossigeno aumenta la stabilità dell’arco.
Stabilità dell’arco, buona fusione e spruzzi trascurabili
Bagno più caldo adatto a sezioni spesse. Minore rischio di
porosità
Stabilità dell’arco
Spruzzi trascurabili
Adatto a spessori sottili per la bassa fluidità del bagno.
Bagno più caldo adatto a sezioni spesse.
Per le percentuali dei vari gas, più adatte alla vostra applicazione consultate il servizio tecnico del vostro fornitore di gas.
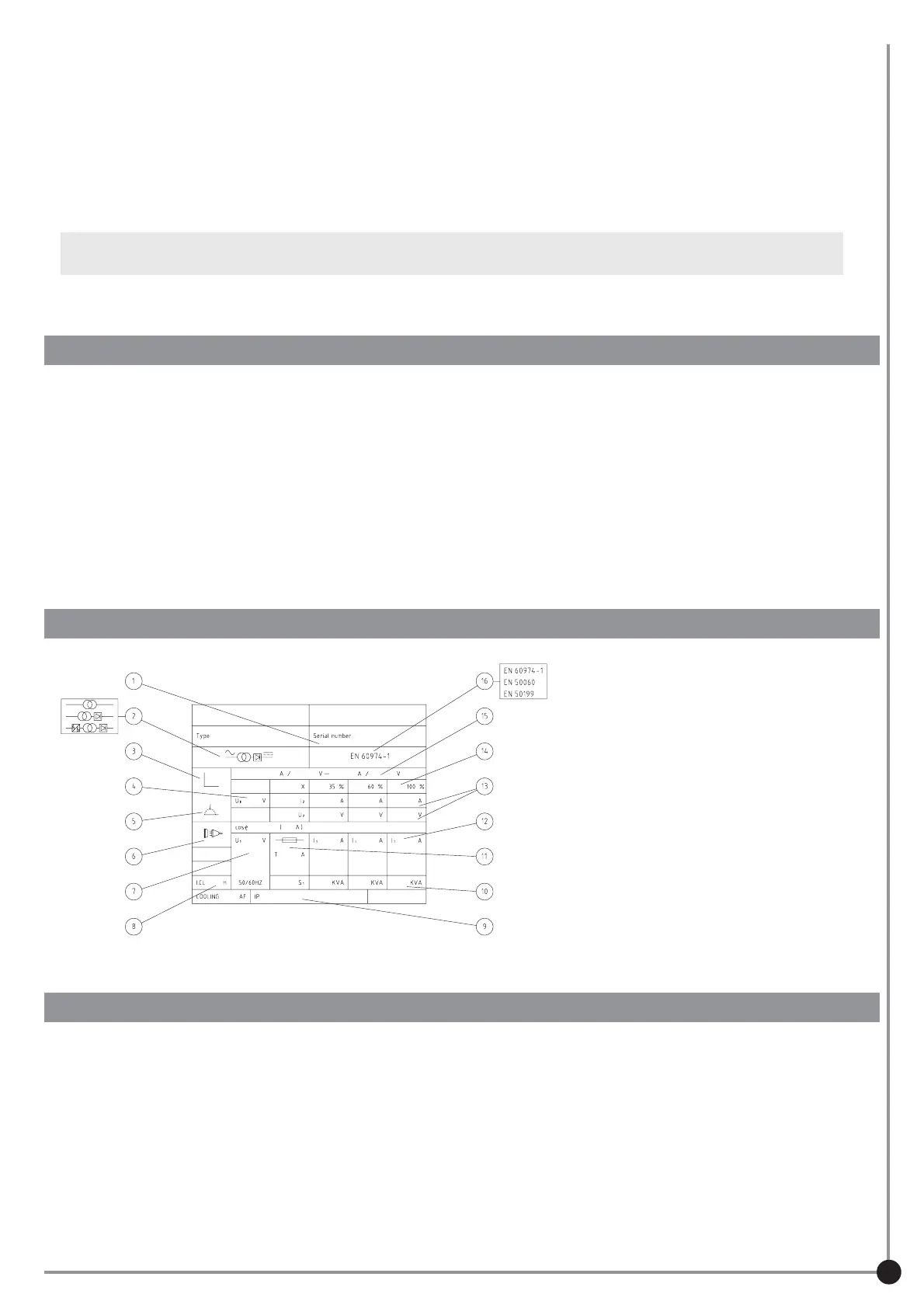
15.0 GUIDA ALLA LETTURA DEI DATI TECNICI
11
11
1 Numero di serie della macchina
22
22
2 Tipo di generatore
33
33
3 Tipo di caratteristica
44
44
4 Tensione a vuoto (min/max)
55
55
5 Tipo di saldatura
66
66
6 Simbolo della rete e numero delle fasi
77
77
7 Tensione di alimentazione
88
88
8 Classe di isolamento
99
99
9 Grado di protezione
1010
1010
10 Potenza
1111
1111
11 Valore del fusibile di linea
1212
1212
12 Corrente di alimentazione
1313
1313
13 Corrente e tensione di saldatura
1414
1414
14 Fattore di sevizio
1515
1515
15 Campo di regolazione (corrente/ tensione)
1616
1616
16 Normativa di riferimento
16.0 SUGGERIMENTI PER LA SALDATURA E LA MANUTENZIONE
√√
√√
√ Saldate sempre materiale pulito e asciutto.
√√
√√
√ Tenete la torcia a 45° rispetto al pezzo da saldare con l’ugello a circa 6mm dalla superficie.
√√
√√
√ Muovete la torcia in modo regolare e fermo.
√√
√√
√ Evitate di saldare in luogo esposti a correnti d’aria che potrebbero soffiare via il gas di protezione rendendo la saldatura difettosa.
√√
√√
√ Mantenete filo e guaina puliti. Non usate filo arrugginito.
√√
√√
√ Evitate che il tubo del gas si pieghi o si schiacci.
√√
√√
√ Fate attenzione che limatura di ferro o polvere metallica non entrino all’interno della saldatrice perchè potrebbero causare corto circuiti.
√√
√√
√ Se possibile pulite periodicamente con aria compressa la guaina della torcia.
IMPORTANTE: assicuratevi che la macchina sia scollegata dalla presa di corrente prima di svolgere i seguenti interventi.
√√
√√
√ Usando aria a bassa pressione (3/5 Bar) spolverate occasionalmente l’interno della saldatrice, ciò favorirà il suo raffreddamento durante il
funzionamento.
Attenzione: non soffiate aria sulla scheda o altri componenti elettronici.
√√
√√
√ Durante il normale uso della saldatrice, il rullino trainafilo si usura. Con la corretta pressione il rullino premifilo deve trainare il filo senza slittare.
Se il rullino trainafilo e il rullino premifilo si toccano con il filo inserito, il rullino trainafilo deve essere sostituito.
√√
√√
√ Controllate periodicamente i cavi. Devono essere in buone condizioni e non fessurati.