WELD PROBLEMS
Penetration(Workpiece Heat Control)
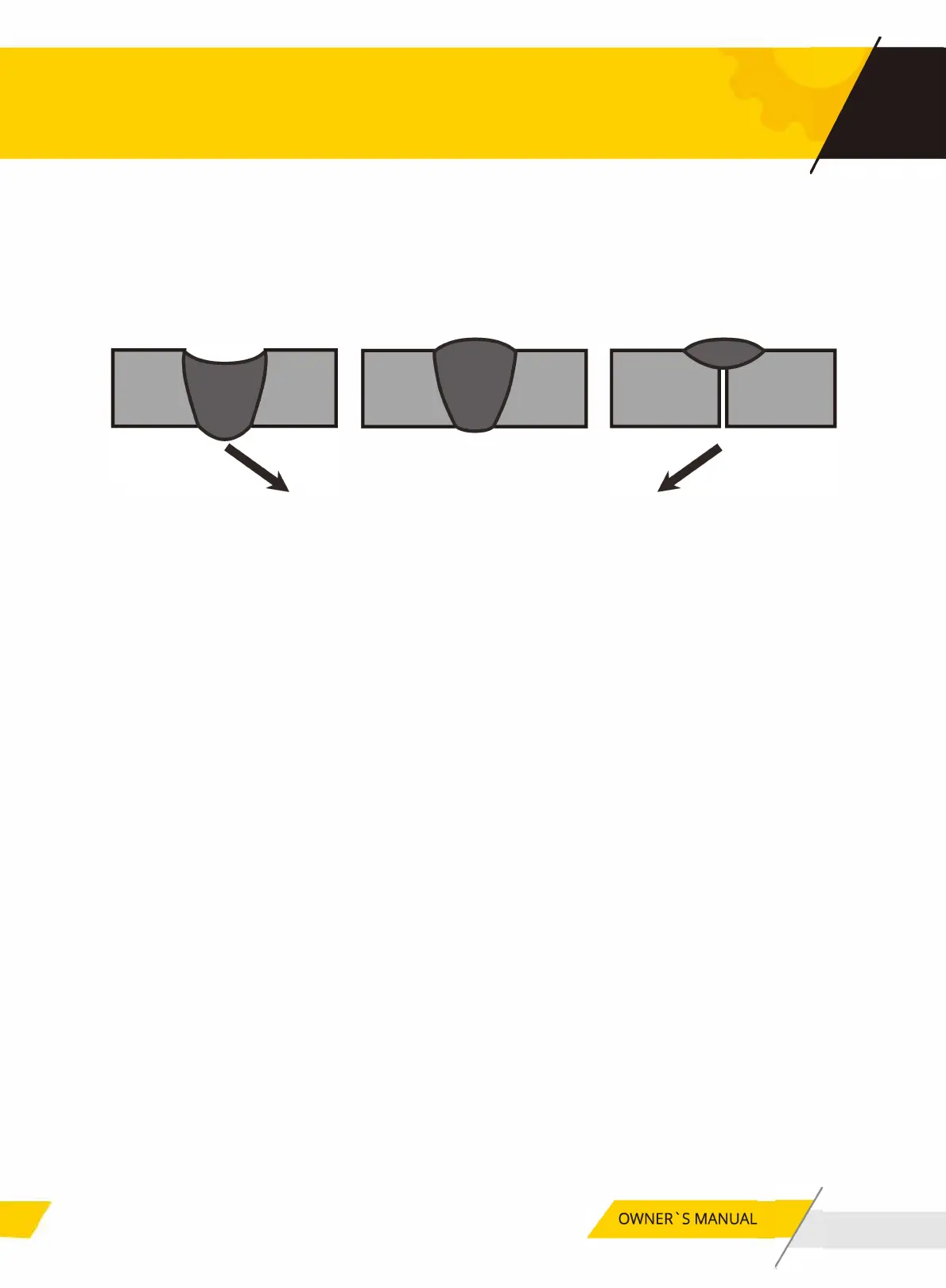
EXCESS PENETRION OR
BURN-THROUGH
Weld droops on top and
underneath, or falls through
entirely, making a hole.
PROPER PENETRION
Weld is visible underneath and
bulges slightly on top.
INADEQUE PENETRION
Weld does not penetrate the
joint fully, just on the surface.
PROFILE VIEWS
POSSIBLE CAUSES AND SOLUTIONS
1.
Reduce wire feed speed.
Decrease weld current.
2.
Increase travel speed and
ensure that travelspeed is kept
steady.
3.
Reduce wire feed speed.
POSSIBLE CAUSES AND SOLUTIONS
1.
Maintain 1 /2" or less stick out.
Keep arc on leading edge of
weld puddle. Hold MIG Gun at
proper angles.
2.
Reduce travel speed.
Increase weld current.
3.
Bevel thick workpieces, allow slight
gap, and weld in several passes.
4.
Increase wire feed speed.
Peld
38
 Loading...
Loading...

