9 (13)
SERVICE INSTRUCTION
K 82, 85, 101, 102, 104, 151, 155
K82/85/101/102/104/151/155.58.0211.Eng/Digital
Assembly of Bearings
Check that the shaft is straight and key slot not damaged.
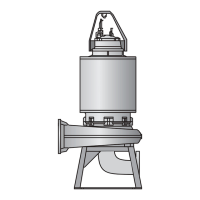
Clean the shaft from burrs and foreign materials. Slide the lower
bearing cover on to the shaft in such a way that the V-groove in
the cover is facing the rotor.
Pack bearing with grease (type SKF Alfalub LGMT 3/1 or
similar) and slide the bearing on to the shaft with the filling slot
facing the shaft end.
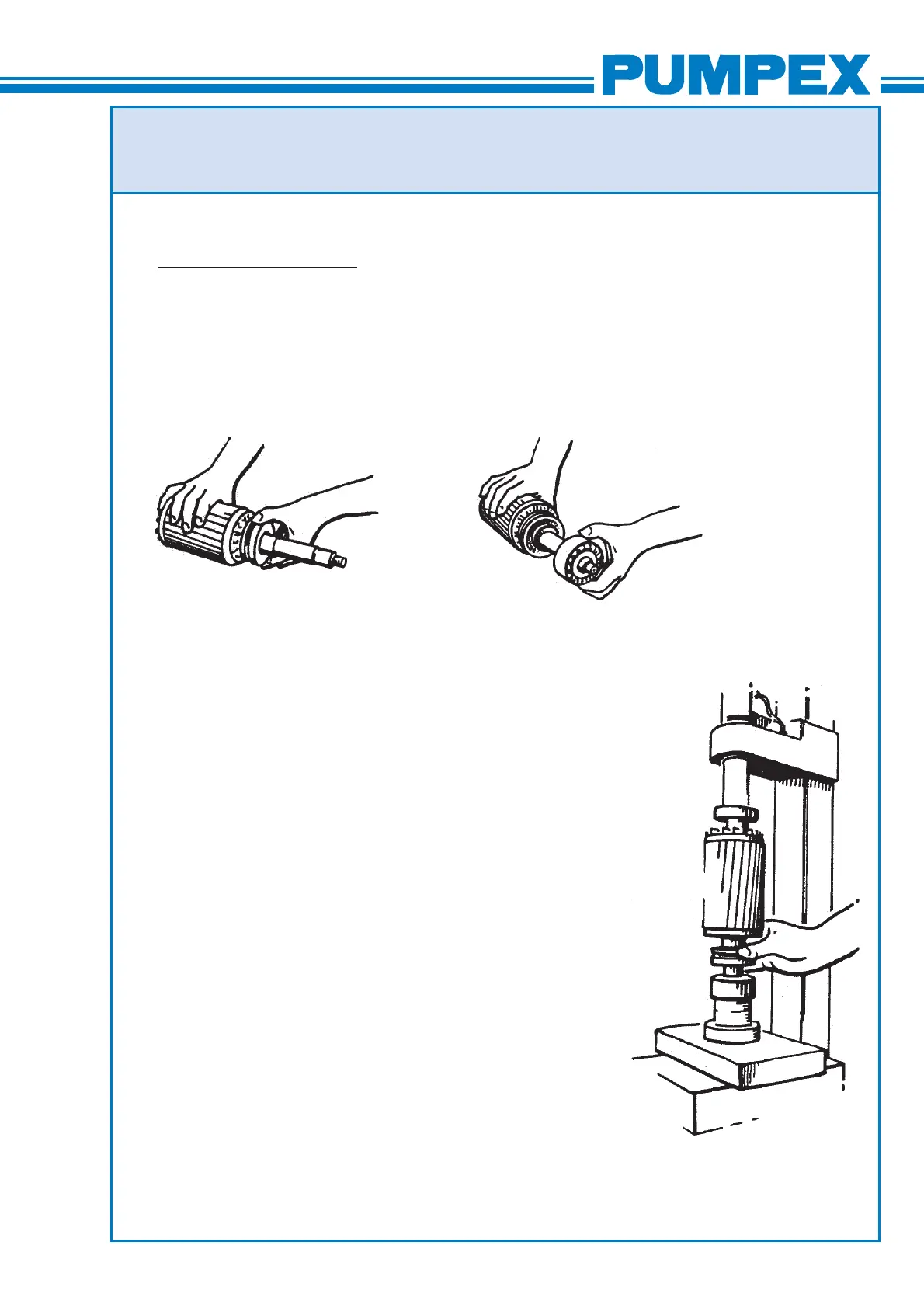
Place upper bearing on the shaft and press both bearings into
positions, i.e. against the shaft shoulders.If a press is not
available, heat bearings to 100-120°C in an oil bath prior to
assambly.
Note! Do not overfill bearings and bearing covers with grease.
Bearing manufacturers recommend to fill covers and bearings
2/3 full.
Note! IMPORTANT!
When assembling the lower ball bearing on K 85 please observe
the following:
The divided inner ring must
always
be punched together with
the use of a mandrel and plastic hammer after the ball bearing
has cooled down, if it has been heated.
Thereafter mount the spacer and required number of shims
between the inner ring and the circlip on the shaft. Do not allow
any gap as this can reduce expected life time of the pump.
 Loading...
Loading...