15
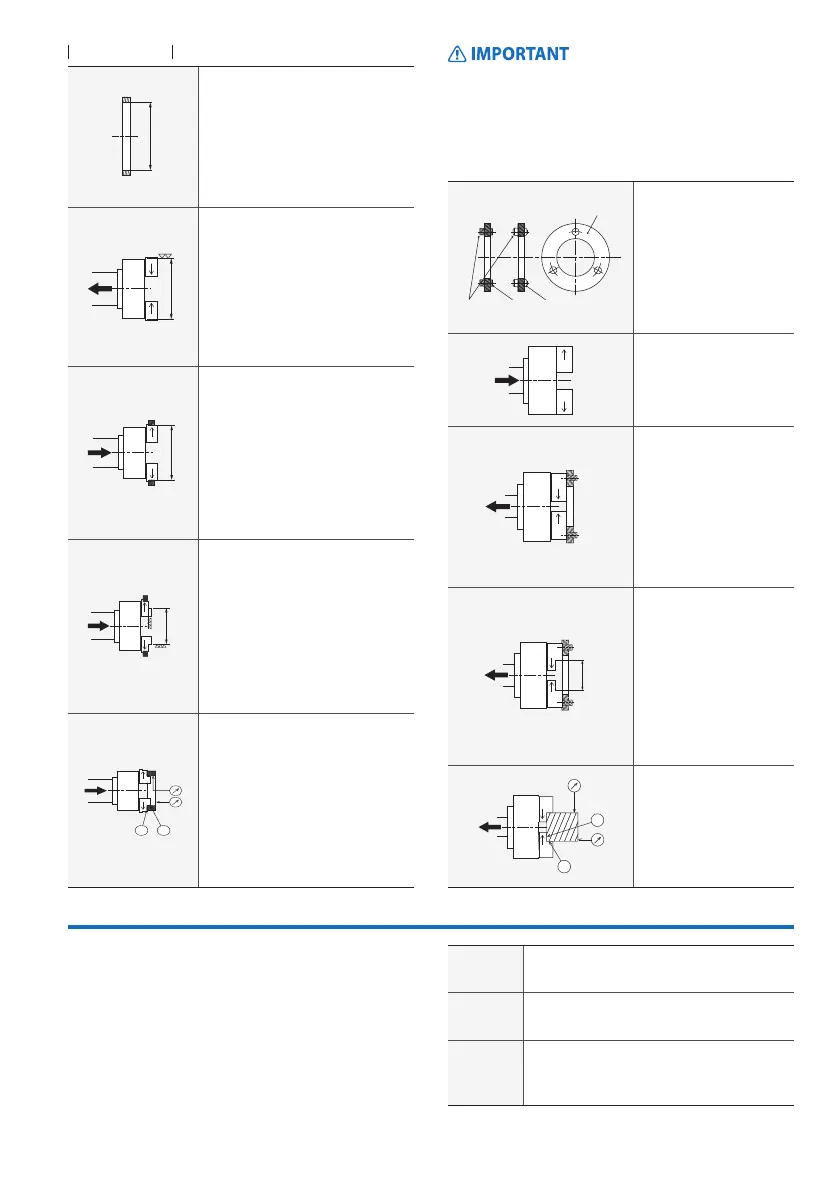
성형용 링(Ring)을 준비합니다. 링의 내경
조도는 25S 이하를 사용해 주십시오. 뒤
틀림이 없고 정확한 정도의 두께를 가진
링을 사용해 주십시오.
방향전환 밸브를 조직해서 마스터 죠를 최
대로 좁힙니다. ØD부 성형용 링을 파악할
부분을 성형합니다. ØD부 치수는 성형링 보
다 파악시 죠 스트로크 양만큼 작게 합니다.
ØD≒Ød-죠의 최대 스트로크(직경)÷2
방향전환 밸브를 조작하고 ØD부에 링을
파악합니다. 이때 링이 경사가 나지 않도
록 주의해 주십시오.
방향전환 밸브를 조작하고 ØD부에 링을
파악합니다. 이때 링이 경사가 나지 않도
록 주의해 주십시오.
방향전환 밸브를 조작하고 ØD부에 링을
파악합니다. 이때 링이 경사가 나지 않도
록 주의해 주십시오.
Ø d
고파악정도가 필요한 경우의 파악방법
(예:외경파악) 아래그림 ①모양의 성형용 치구를 사용하면
공작물을 가공할 때와 같은 상태의 소프트 죠를 성형하게
되고 (공작물을 파악할 때 소프드 죠의 지점이 올라간다), 고
파악 정도를 얻을 수 있다.
성형용 치구를 준비합니다.
모양의 플러그에 2등배로 핀
(PIN)(예1),볼트 너트(예2)에
부착합니다. 링은 뒤틀림이 없
고 정확한 정도의 두께를 가
진 것을 사용해 주십시오.
방향전환 밸브를 조작해서 마
스터 죠를 최대로 벌립니다.
방향전환밸브를 조작하여 소프
트 죠의 볼트구멍에 성형용 치
구의 돌출부를 넣고 파악합니
다. 이때 성형용 치구의 플레이
트 단면을 소프트 죠의 전면에
밀착시켜 흔들림이 없는 상태에
서 파악해 주십시오.
성형용 치구를 파악한 상태에서
공작물 파악부(ØD′)를 성형합
니다. ØD′ 부는 공작물의 파악
부 직경과 같게(H7정도), 표면
조도는 6S이하에서 가공해 주
십시오. 성형시의 유압력은 공
작물 가공시보다 다소 낮게 해
주십시오.
성형이 끝나면 공작물을 파악하
여 죠의 스트로크의 파악정도를
확인해 주십시오. 파악면의 접
촉은 A면(외경) 및 B면(단면)의
2면 접촉으로 파악해 주십시오.
플레이트
볼트 / 너트핀
예1 예2
돌출부
Ø
B
작업을 끝낼때에는 척 몸체와 습동면 등을 에어건(AIR GUN)등
으로 반드시 청소해 주십시오. 방청효과의 수용성 절삭유를 사용
하지 않으면 척 내부에 끈적거림이 발생하여 파악력이 저하되는
경우가 있으니 주의 하십시오.
5-1 윤활
05.
유지보수
윤활부분
마스터 죠 끝단에 있는 그리스 니플 부위에 그리스 건
으로 주입하십시오.
사용 그리스
모리코트 EP(다우코닝사) 또는 극압용 그리스를 사용
하십시오.
윤활횟수
하루에 한번 주입, 그러나 장비가 높은 RPM으로 회전하
거나 가공시 다량의 절삭유가 사용되었을때, 보다 많은
윤활유가 필요합니다.(8시간에 1회주입, 충분히 많은양)
내경파악의 경우