8
드로우 파이프의 길이는 아래 규격에 따라 주십시오.
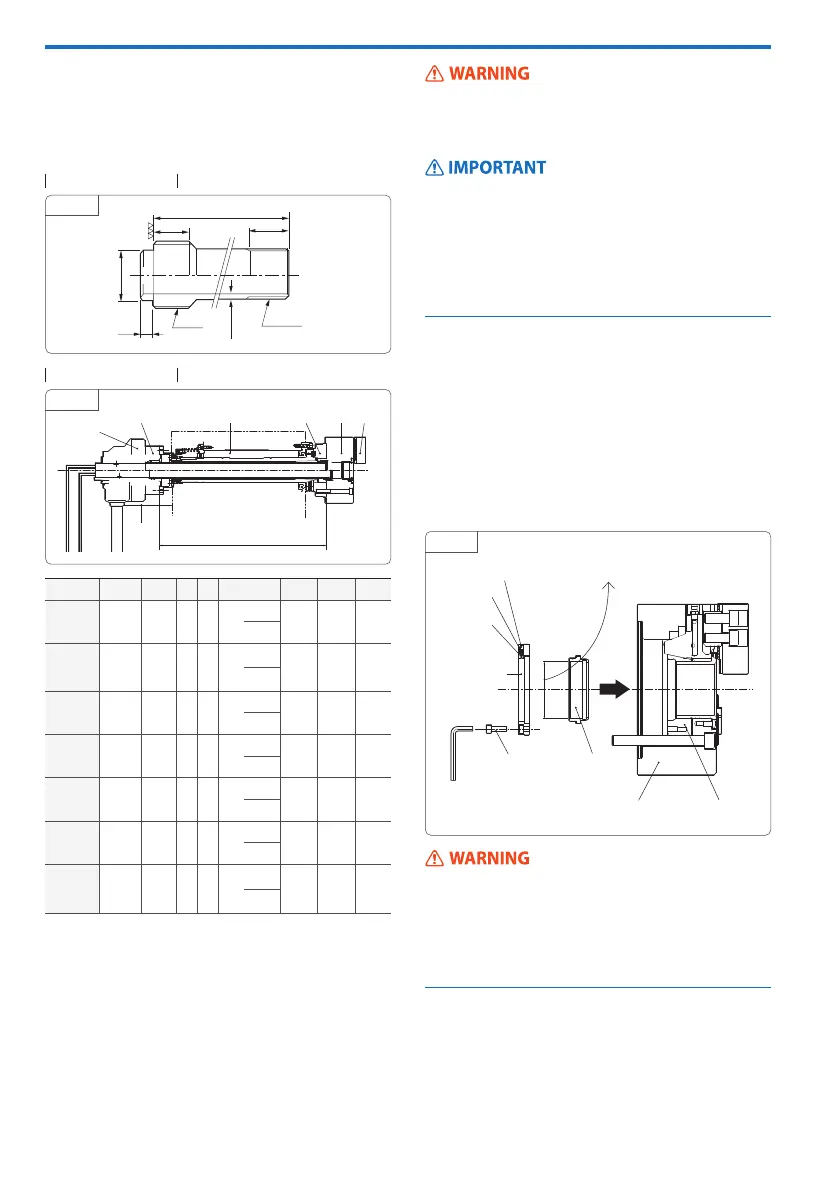
3-1 드로우 파이프 제작
03.
설치
드로우 파이프 상세도
드로우 파이프 설치도
그림 2
그림 3
그림 2-1
나사
L
b c
d
a
e min.
f Max.
12
탑죠척척아답터드로우 파이프실린더아답터
실린더
A
지지대
선반
형식 실린더
a b c d(f7) e Min. f Max. L
MH-206
MHT-206
SD-
15452
M60
x
2.0P
30 25 55
-0.030
4
M60
x
2.0P
A+39
-0.060
MH-208
MHT-208
MHF-208
SD-
17568
M75
x
2.0P
35 30 70
-0.030
4
M75
x
2.0P
A+42
-0.060
MH-210
SD-
18582
M90
x
2.0P
40 28 85
-0.036
5
M90
x
2.0P
A+45
-0.071
MH-212
SD-
21510
M115
x
2.0P
45 30 110
-0.036
5
M116
x
2.0P
A+54
-0.071
MH-218
SD-
30516
M180
x
3.0P
55 60 170
-0.043
5
M175
x
3.0P
A+60
-0.083
MH-221
SD-
30516
M180
x
3.0P
55 45 170
-0.043
5
M180
x
3.0P
A+60
-0.083
MH-224
SHL-
39024
M250
x
3.0P
55 50 243
-0.050
5
M200
x
3.0P
A+65
-0.096
주) 드로우파이프 제작시 오차등으로 인해 총 길이에 여유량 3~4mm를 두
고 제작합니다.
나사의 체결이 풀어지면 진동 또는 공작물 비산의 원인이
됩니다. 드로우 파이프의 두께는 최소한 e치수를 지키고 f
부 나사 가공시는 허용 최대 나사경을 지키십시오. 또한, 파
이프의 강도는 인장강도 3.8Mpa (38kgf/mm)이상의 재질을
사용해야 합니다. a와 d의 f에 대한 동심도는 0.05이하로 할
것.(그림 2)
표에서 L치수는 실린더 아답터와 척 아답터 간의 거리 A(그림 2-1)
을 정하면 결정할 수 있습니다.
예) MH-206, SD-15452 을 조합해서 A=800일 경우 드로우
파이프 (Draw Pipe)의 전장 L은 L=A+39=800+39=839 입
니다.a부 나사 가공은 실린더 피치 나사부와 맞추어 정확히
가공하여주십시오.(Fig.2) 나사의 접촉이 느슨하면 진동의
원인이 됩니다.
드로우 파이프는 충분한 강도를 갖도록 해주십시오. 나사의
체결이 풀어지면 진동 또는 공작물 비산의 원인이 됩니다. c,
e의 동심도는 0.05mm이하로 해주십시오.(Fig.2)
육각 렌치로 플런져 너트 및 드로우 너트를 분해하십시오. 플런
져 너트 외주에 있는 세트 스크류를 풀러 드로우 너트를 분리해
주십시오. 이때 강구(Steel ball) 및 코일 스프링을 잃어버리지 않
도록 주의해 주십시오. 드로우 파이프에 맞추어 드로우 너트의
나사를 가공하십시오.(나사 체결이 느슨하면 흔들림의 원인이 됩
니다.) 드로우 너트와 플런져 너트를 결합하여 원래 위치에 넣
고 고정하십시오. 육각 렌치 볼트로 플런져 너트를 조립하십시
오.(체결볼트는 반드시 규정체결 토크로 체결하십시오. Page18)
(1) 실린더에 드로우 파이프를 부착하여 주십시오. 실린더의 피스
톤 로드에 드로우 파이프를 나사 체결할 때에는 피스톤 로드
가 클램프/언클램프 상태에서 실시하여 주십시오.(중간 위치에
서 체결하면 피스톤의 내부 가이드핀이 파손될 수 있습니다.)
3-2 드로우 너트 가공
3-3 척의 설치순서
렌치
육각 렌치 볼트
드로우 파이프 나사에 맞추어
나사를 가공합니다.세트 스크류
스프링
강구
플런저 너트
척 바디 웨지 플런저
드로우 너트
플런져 너트 체결볼트는 필히 규정 체결토크로 체결하십시오.
체결 토크가 부족하거나 너무 크면 볼트가 파손되고 척의 이
탈(비산)의 위험이 있습니다.(Page18) 이 볼트는 특히 강도가
필요하기 때문에 부속 이외의 볼트는 사용하지 말아 주십시
오. 드로우 너트의 두께는 충분한 강도를 갖게 하십시오.