MAGNA 10ER Owner’s Guide v1.01 restored by Everett L. Davis – 2016 - Donated without cost to the worldwide Shopsmith Community
10
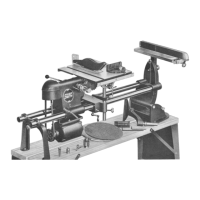
The table extension has a fence bar to which the regular fence may
be attached.
Table extension should be squared vertically and horizontally to the
saw table before final bolting down. Level and lock both tables next
to each other and slide rip fence across fence bar so that it is half on
the saw table bar and half on the extension table bar. Tighten the
fence knob and then bolt down the extension table. The bracket
holes through which the table extension is bolted to the bracket are
oversize. This permits the extension and bar to be rotated slightly
and aligned with the saw table.
TAILSTOCK - When used as a lathe in spindle-turning operations, Shopsmith departs from the conventional by using a fixed
tailstock (Fig. 9) and a movable headstock. A "floating" sleeve bored to a No. 2 Morse taper is factory adjusted to align the cup
center with the headstock drive center. Should this sleeve get out of alignment it may be readjusted as follows: loosen the large
hex nut on the back of the tailstock; bring the points of the cup and drive centers together by moving headstock up to the
tailstock; retighten the hex nut.
PULLEY SPEEDS - Matching three-step cone pulleys on motor shaft and headstock spindle provide the necessary high (3450 rpm),
intermediate (1725 rpm), and low (850 rpm) speeds (Fig. 10). This range of speeds provides relatively wide latitude but, while
the following operating speeds for various operations are suggested, it will be best to use the lower speed on any questionable
job until experience determines use of a higher speed. The variable speed changer, a standard Shopsmith accessory, is
available and will provide speeds of infinite range from 425 rpm to 6800 rpm.
OPERATION
WOOD-TURNING LATHE
When used for spindle turning (all work turned between centers, see (Fig. 9) , square both ends of the work and locate center on
each end. If hardwood, drill a small hole at each center point and make shallow diagonal saw cuts across the end to be driven
by the spur center.
Do not drive work onto the
center, do the opposite.
Remove the spur center from
the spindle and drive it into
a firm seat in the wood with
a mallet.
Replace spur center on
spindle and tighten setscrew.
Be sure tailstock knob is
tightly locked. Position and
lock headstock on the ways
so that the distance between
centers will be approximately
¼ " greater than the length of
stock to be turned. Locate
the work between centers
and advance quill feed lever
to seat centers solidly; turn
work by hand to see that it
does not bind and tighten
quill lock lever. Apply a drop
or two of oil to the tailstock
center before or after
centering work.