Operations
Safety First
I
WARNING
Most
lathe
accidents
are caused
by:
improperly
mounted
work·
pieces,
unbalanced
workpieces
and
improper
speed
settings.
Each
of
these factors can cause
a workpiece
to
be thrown from the
lathe.
To
protect
yourself from
injury:
• READ,
UNDERSTAND
AND
FOLLOW ALL the
information
given in
the
Safety section be·
fore
you
perform
lathe
operations.
•
You
must
also
READ, UNDER·
STAND AND FOLLOW ALL
the
safety
information
in the Own·
ers Manual
for
the Mark V on
which
the Lathe
Duplicator
is
to
be mounted.
Using the Lathe
Duplicator
~~~~~
Be
sure
that
you've performed all
the procedures in the
"Assembly
and
Setup"
and the
"Alignment
and
Adjustment"
sections
before
using
the
Lathe Duplicator.
You
'll need to go through a learning
process during your
first
several proj·
ects. Read this Operations section,
then begin practicing
with
simple proj·
ects such as the one provided at the
end
of
this
section.
The
two
full size
pattern layouts go together to make
an
attractive candleholder. The project
will
give you experience in both spin·
die and faceplate turning.
The quality
of
the
cut
in
lathe turning
is determined by five factors:
1.
The sharpness
of
the
cutter
.
2.
The right type
of
cutter
for the
job
.
3.
The lathe speed specified for the
operation. The faster the speed, the
better the cut. Do
not
exceed the max·
imum rpm recommended.
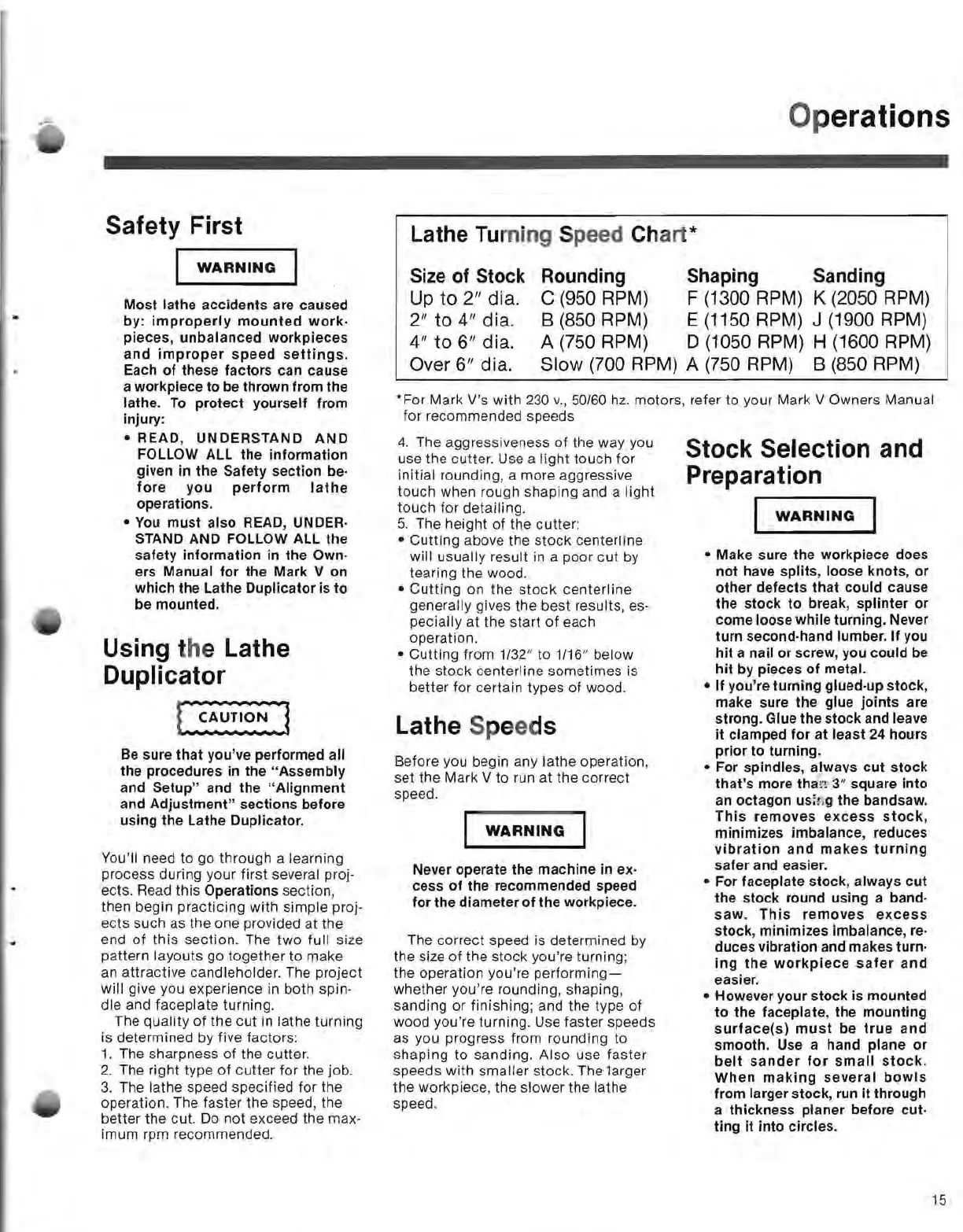
Lathe Turning Speed Chart*
Size
of
Stock Rounding Shaping Sanding
Up
to 2" dia.
C (950 RPM) F (1300 RPM) K (2050 RPM)
2" to 4" dia.
B (850 RPM) E (1150 RPM)
J (1900 RPM)
4"
to
6" dia.
A (750 RPM) D (1050 RPM) H (1600 RPM)
Over 6" dia.
Slow
(700 RPM) A (750 RPM) B (850 RPM)
• For Mark V's
with
230
v.,
50/60
hz.
motors, refer to your Mark V Owners Manual
for recommended speeds
4. The aggressiveness
of
the way you
use the
cutter
. Use a
light
touch for
initial rounding, a more aggressive
touch
when rough shaping and a
light
touch
for detailing.
5. The height
of
the
cutter
:
•
Cutting
above the
stock
centerline
will
usually result in a poor
cut
by
tearing the wood.
•
Cutting
on
the
stock
centerline
generally gives the best results, es·
pecially at the
start
of
each
operation.
• Cutting from
1/32" to 1/16" below
the
stock
centerline sometimes is
better for certain types
of
wood.
Lathe
Sp
eeds
Before you begin any lathe operation,
set the Mark V to run at the correct
speed.
WARNING
Never operate the
machine
in ex·
cess
of
the recommended speed
for
the
diameter
of
the
workpiece.
The correct speed is determined by
the size
of
the stock you're turning;
the operation you're
performing-
whether you're rounding, shaping,
sanding or finishing; and the type
of
wood you're turning. Use faster speeds
as you progress from rounding to
shaping
to
sanding.
Also
use
faster
speeds with
smaller
stock. The1arger
the workpiece,
the
slower the lathe
speed.
Stock Selection and
Preparation
I
WARNING
• Make sure
the
workpiece does
not
have splits, loose knots,
or
other
defects
that
could
cause
the
stock
to
break,
splinter
or
come loose
while
turning. Never
turn second·hand lumber.
If you
hit
a nail or screw, you could be
hit
by pieces
of
metal.
• If you're
turning
glued·up stock,
make sure
the
glue
joints
are
strong. Glue
the
stock
and leave
it
clamped
for
at least
24
hours
prior
to
turning.
• For spindles, alwavs
cut
stock
that's
more
tha~
3" square
into
an
octagon
usi~
,
g
the
bandsaw.
This
removes
excess
stock,
minimizes imbalance, reduces
vibration
and
makes
turning
safer and easier.
• For faceplate stock, always
cut
the
stock
round using a band·
saw.
This
removes
excess
stock, minimizes imbalance,
reo
duces vibration and makes turn-
ing
the
workpiece
safer
and
easier.
• However your
stock
is mounted
to
the faceplate, the
mounting
surface(s)
must
be
true
and
smooth. Use a hand plane
or
belt
sander
for
small
stock.
When
making
several
bowls
from larger stock, run
it
through
a
thickness
planer before
cut·
ting
it
into
circles.
15
 Loading...
Loading...