5. The Method of the welding same as 1.1
2.Hand welding with electrode
①
.selector "9" onto the position " DC+ " or "DC-"
②
. select right welding current
select empiric formula:I=40d, d is dia. of the electrode.
③
.Notice positive and negative connection during welding.
④
.Connecting input power for the welder, then switch on the power and current indicating
light "4" is on .
⑤
.Pay attention to rated welding current and rated duty cycle of the welder. Overload is not
allowed.
⑥
.After the welding operation is finished, let the welder be ventilated for a few minutes and
then cut off the power switch.
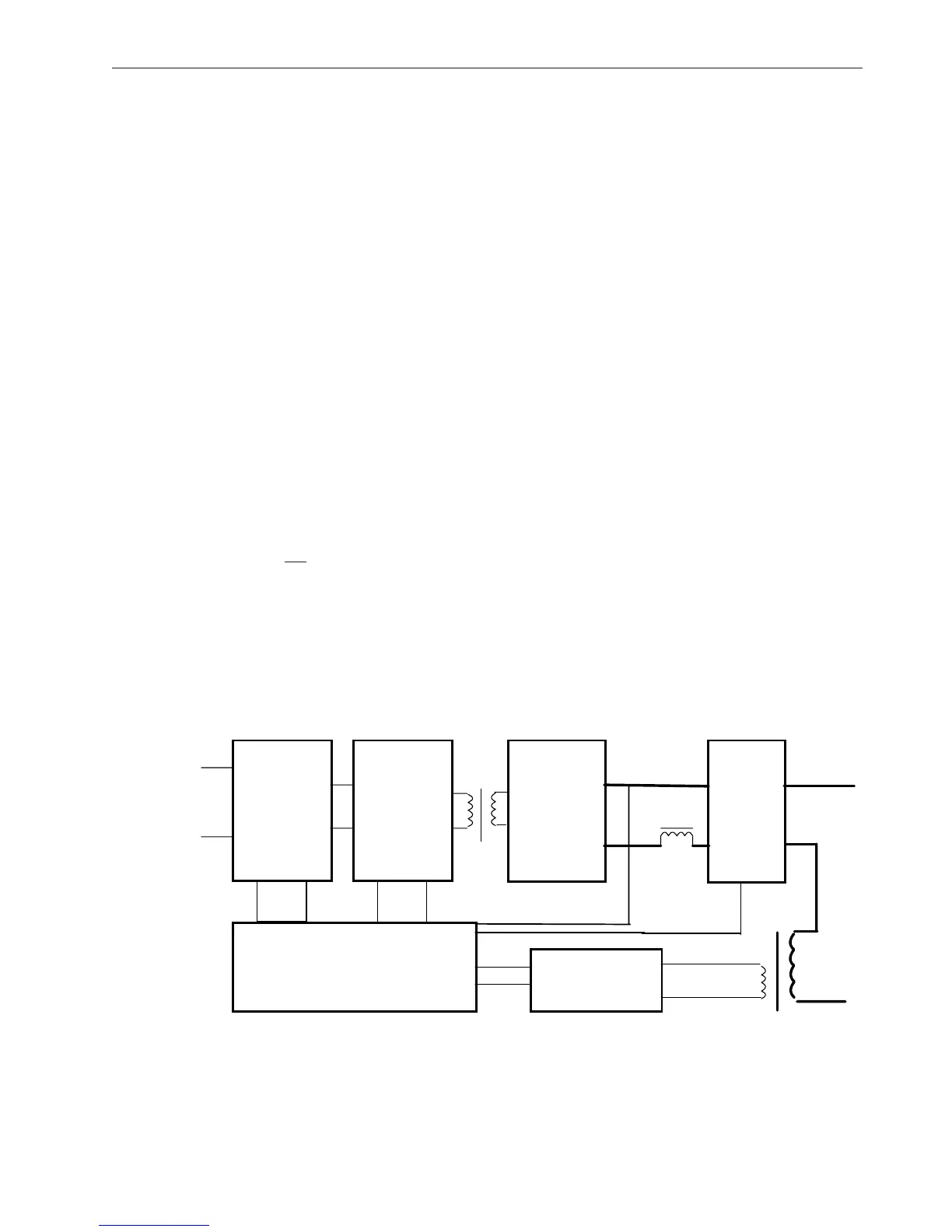
Ⅶ
.SYSTEMATIC BLOCK DIAGRAM
6.6 SELECTION OF WELDING PARAMETERS
Except for pulse current and the width time (width ratio) as well as pulse frequency,
welding parameters of pulse argon gas tungsten arc welding are the same as general
tungsten DC argon arc welding. Pulse current increasing means electric arc can obtain
greater penetration ability.
Too much current can cause local melting of tungsten electrode. Generally, welding
current required for DC tungsten argon arc welding or greater current is used. Arc
holding current and base current influences cooling and crystallizing of the metal in
the bath. The range is determined by performance of the welding materials. When sheet
is welded, smaller arc holding current (base current) is usually used in order to reduce
welding through and deformation. When pulse width ratio (holding time of pulse current
and base current) is selected, both the heat input and features of pulse welding should
be considered. Usually, it can be selected between 10%-90%. Selection of pulse
frequency (periodical change time of pulse current) mainly depends on thickness of
sheet and welding speed and operation custom of the operator should be also
considered
6.7 AC ARGON ARC WELDING
6.7.1 Select 11 to position AC TIG, select 25 to position HF TIG, select 10 to position
OFF or ADVANCED AC connecting the gas inlet pipe to inlet 21 of the welding.
6.7.2 Connection method same as 2.
6.7.3 Select correct SP (AC balance).
SP =
tp
tn
100%
tp = the time of I
2
at positive.
tn = the time of In at negative.
6.7.4 Select correct AC square wave frequency and AC balance.
6.7.5 Welding method same as 2.
7 SYSTEMATIC DIAGRAM
8 PRODUCT DESCRIPTION
This product is sold subject to the understanding that if any defect in manufacture or
material shall appear within 24 months from date of consumer sale, the supplier will
arrange for such defect to be rectied without charge (except for any damage due to
misuse).

 Loading...
Loading...
