38
For Support Visit· support.technocnc.com or Call: (631) 648-7481
HDS User Manual
(HTT06291133)
SECTION IV: Advanced Tutorials
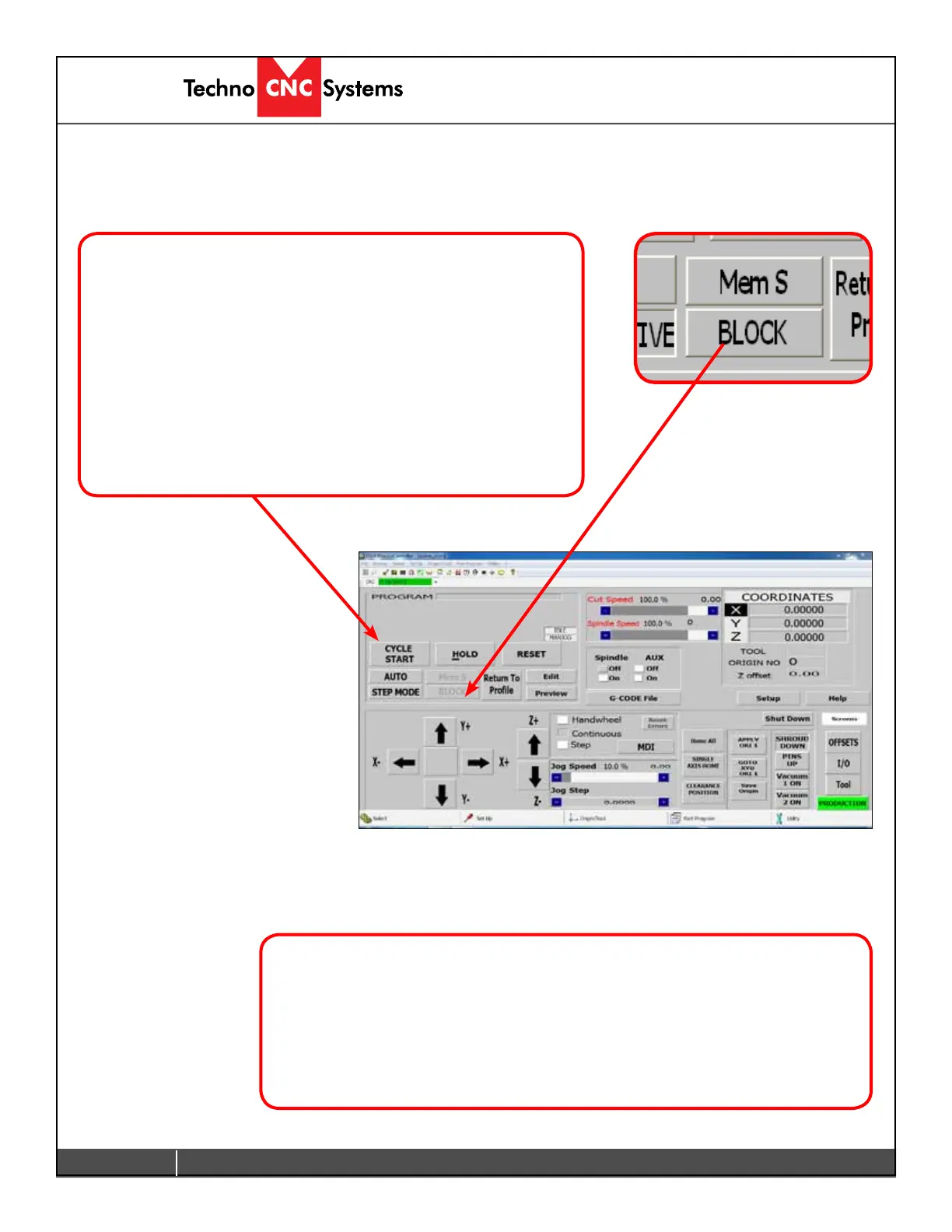
4.1 Using Block to Block Functions
Block to block function will allow a particular section of a
G-code le to be run. Forthisfunctiontooperate,theG-codele
must have line numbers in the following manner:
N100 G0X35Y10
N101 G1X35Y0
etc
When Block to Block is clicked, the user will be asked to enter
the Starting block Number and the ending block number.
Once the blocks are selected, click OK
Pressing CYCLE STARTwillrunthesectionofG-codeleselected.
NOTE: Running a le from block to block will ignore all other parts of the le.
This means a spindle on command, Tool change and origin must be called at the
start of the block if a part is to be cut.
This information can be manually entered in a text editor.