Chassis - Chassis, Hood and Fenders
Section 100-0010
2
SM 1570 12-98
SM - 1958MAINTENANCE
Inspection
Inspect the frame and attached parts at intervals not
exceeding 250 hours for cracked or broken welds and
bending/twisting of the frame. Any defects found
should be repaired before they progress into major
failures. Contact your dealer for recommended weld
and repair instructions.
Welding
Note: It is important that the electrical connections are
disconnected in the following order to prevent damage
to the electrical components:
a. Disconnect battery equalizer ground cables.
b. Disconnect battery cables from terminal posts
(ground cable first).
c. Disconnect battery equalizer positive cables.
d. Disconnect electrical connections at the ECU.
After welding, reconnect all of the above in the reverse
order.
WARNING
Welding and flame cutting cadmium plated
metals produce odourless fumes which are
toxic. Recommended industrial hygiene
practice for protection of the welding operator
from the cadmium fumes and metallic oxides
requires enclosure ventilation specifically
designed for the welding process. A respiratory
protective device such as the M.S.A. 'Gasfoe'
respirator with G.M.A. cartridge will provide
protection against cadmium, fumes and
metallic oxides. The 'Gasfoe' respirator has
been approved by the U.S. Bureau of Mines:
Approval number
23B-10, and is designed to protect against
gases, vapours, and/or metal fumes.
Electric arc welding is recommended for all chassis
welding. Since the nature and extent of damage to the
frame cannot be predetermined, no definite repair
procedure can be established. As a general rule
however, if parts are twisted, bent or pulled apart, or a
frame is bent or twisted, no welding should be done
until the parts are straightened or realigned.
Successfully welded repairs will depend to a great
extent upon the use of the proper equipment, materials
and the ability of the welder. The Service Department
can be consulted regarding the feasibility of welding
repairs.
Painting
A check of the condition of the paint should be made
approximately twice a year and chassis repainted if
necessary.
WARNING
Welding, burning, heating or dressing surfaces
previously painted using polyurethane paint
produces fumes which are toxic. Surfaces must
be prepared using paint stripper prior to area
being reworked. Recommended Industrial
Hygiene and Safety Rules should be be
followed for protection of the welding operator
from fumes.
If painting of the actual frame of the unit is required,
thoroughly clean the areas to be painted. Apply a
primer coat of red oxide and then a finish coat of
polyurethane enamel.
To keep rust and corrosion to a minimum, periodic
painting of abrasions and other exposed metal areas on
the frame is highly recommended.
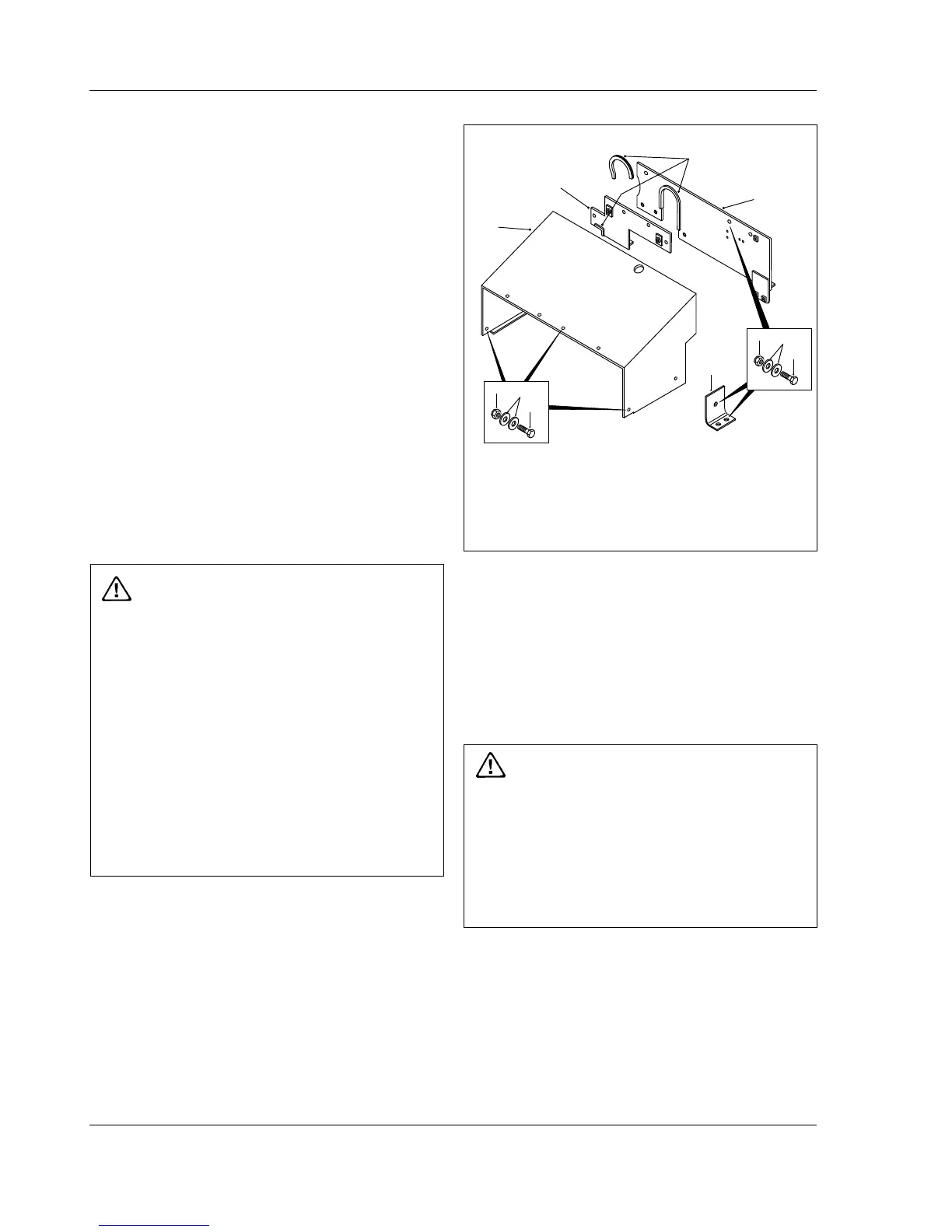
Fig. 2 - Exploded View of Hood and Mounting
1 - Hood Assembly
2 - Plate
3 - Bolt
4 - Hardened Washer
5 - Nut
6 - Baffle
7 - Baffle
8 - Beading
5
4
3
2
5
4
3
1
7
8
6
 Loading...
Loading...