BLUE M
Blue M - - DC 146 Series Industrial Ovens, Models DC, DCW, DCI, DCC
Page 47
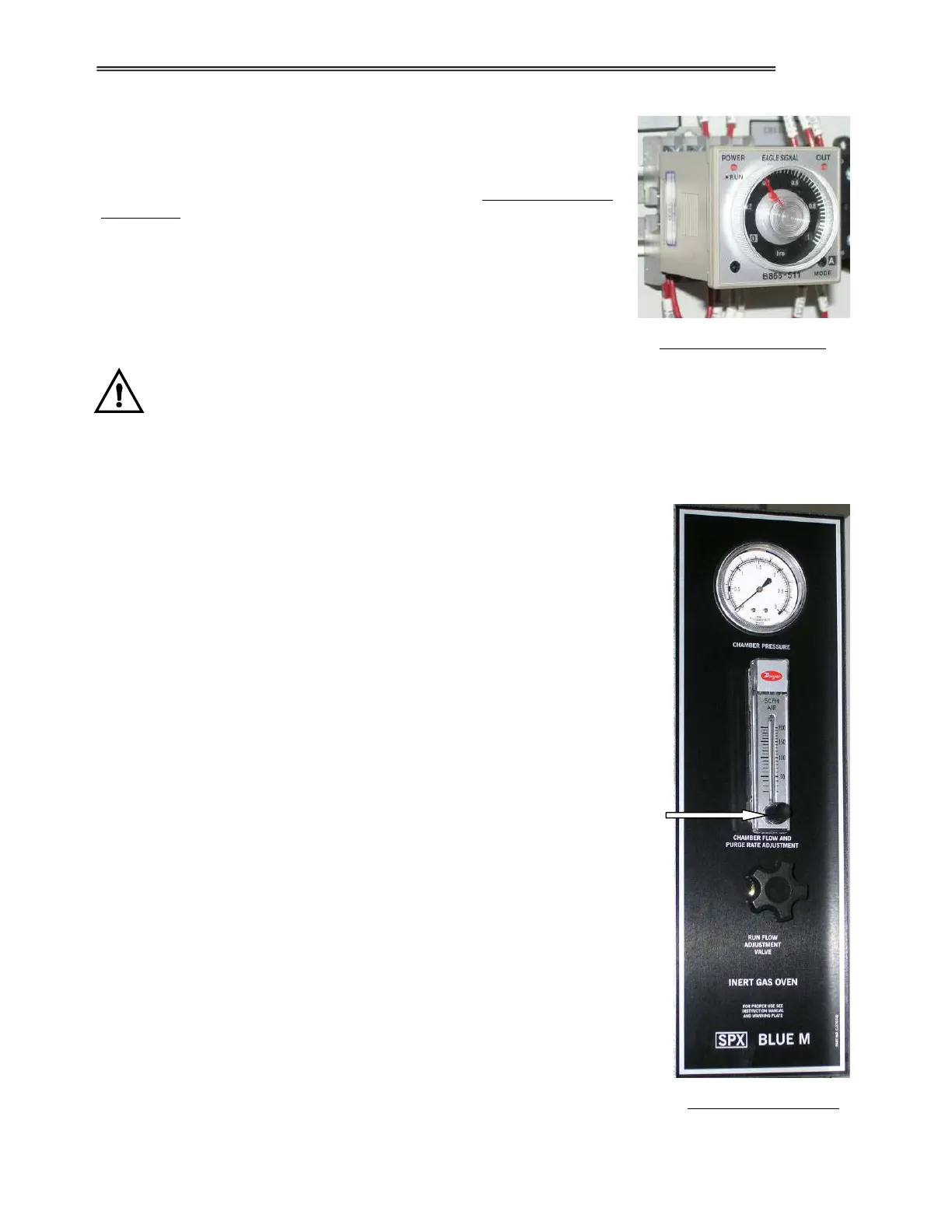
The Eagle Signal Model B866-511 Purge Timer is used to time the purge
cycle. This timer is installed inside the control panel. After product is
loaded, the oven door is securely closed, and the chamber is started, the
timer will immediately energize and open the Gas Purge solenoid valve to
start the purge. The circulation blower will start and the heating system will
be disabled.
Note: The purge timer will reset each time the door is opened.
A pressure relief valve PRV is installed to insure that an overpressure
condition does not develop, while maintaining a slight positive chamber
pressure. PRV is designed to open at 0.5 PSIG. A chamber pressure
gauge is installed on the gas control panel.
WARNING! NEVER ALLOW CHAMBER PRESSURE TO EXCEED 1.0 PSIG. Reduce the flow
rate immediately if this occurs. Check the PRV valve for cleanliness if problem persists.
Run (Heat Process) Cycle:
After the purge cycle has been completed, the purge timer output will open to
deenergize and close the Gas Purge solenoid valve. The inert gas supply will
now flow into the chamber through the Run Flow Adjustment valve on the gas
control panel. Make sure you adjust this valve to the corresponding Run Flow
Rate for your chamber listed in the Gas Flow Rate Table. This flow level
maintains a slightly positive pressure in the chamber during the heat process
cycle. One or two ounces per square inch (2 or 3 inches of water column)
should be sufficient.
The heating circuitry will now be enabled to start the heat process cycle.
Important! Make sure the Run Flow Rate is maintained during the entire Run
(Heat Process) Cycle.
Note: The pressure indicated on the gauge may vary during different portions
of the cycle. The pressure will increase as the temperature rises and decrease
when the temperature drops.
Cool Down Cycle:
Upon completion of the heat process cycle the heating system will be disabled.
During the Cool Down Cycle, the inert gas atmosphere must be maintained
until the work load is below the temperature at which oxidation will occur. 125°
C is considered the highest safe temperature for most workloads. The Cool
Down Flow Rate is identical to the Run Flow Rate listed for your chamber in the
Gas Flow Rate Table.
Note: When processing high mass loads the work load temperature may be
higher than the temperature shown on the temperature indicator.
GAS CONTROL PANEL
Needle Valve
EAGEL SIGNAL B866-511
 Loading...
Loading...