7
7. MAKE PROPER TOOTH SELECTION
For maximum cutting efficiency and lowest cost
per cut, it is important to select the blade with the right
number of teeth per inch (TPI) for the material being cut.
The material size and shape dictate tooth selection.
TOOTH
SELECTION
You need to consider:
The width of the cut - That is, the distance in the cut
that each tooth must travel from the point it enters the
work-piece until it leaves the work-piece, and
1.The shape of the work-piece.
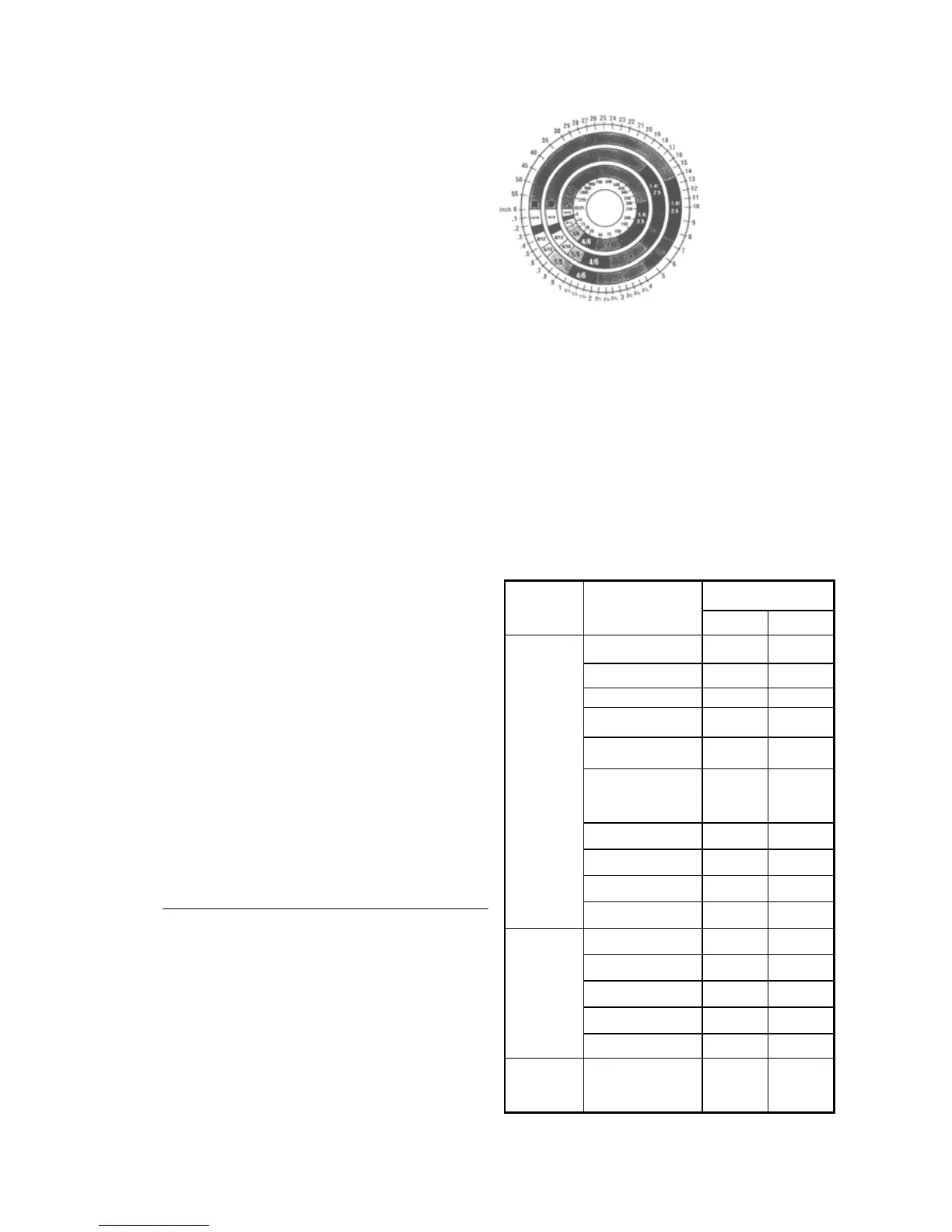
z Squares, Rectangles, Flats (Symbol : ■)
Locate the width of cut on the chart. (Inches
on the outer circle and millimeters on the
inner circle.) Select the tooth pitch on the
ring marked with the square shape which
aligns with the width of cut.
EXAMPLE: 6" (150mm) square, use a 2/3
Vari-Tooth.
z Round Solids (Symbol : ●)
Locate the diameter of your work-piece on
the chart. Select the tooth pitch on the ring
marked with the round shape which aligns
with the size of stock you are cutting.
EXAMPLE: 4" (100mm) round, use a 3/4
Vari-Tooth.
z Tubing, Pipe, Structural ( Symbol : O H
^ )
Determine the average width of cut by
dividing the area of the work-piece by the
distance the saw blade must travel to finish
the cut. Locate the average width of cut on
the chart. Select the tooth Ditch on the ring
marked with the tubing and structural shape,
which aligns with the average width you are
cutting.
EXAMPLE: 4"(100mm) outside diameter, 3"(75mm)
inside diameter tubing.
4"(100mm) OD =12.5 sq.ln. (79cm
2
)
3"(75 mm ) ID = 7.0 sq.ln. (44cm
2
)
Area = 5.5 sq.ln. (35cm
2
)
5.5 sq.ln. (35cm
2
) / 4" (100mm)
distance =1.38(35mm) average width
1.38" (35mm), use a 4/6 Vari-Tooth
NOTE: The band speed and cutting rate
recommendations presented on this chart are
approximations and are to be used as a
starting point for most applications. For
exact sawing parameters' consult your saw
blade supplier.
8. BI-METAL SPEEDS AND FEEDS
These figures are a guide to cutting 4"(100mm) material
(with a 314 Vari-Tooth) when using a cutting fluid.
Increase Band Speed: 15% When cutting
1/4"(6.4mm) material (l0/l4 Vari-Tooth)
12% When cutting 3/4"(19
mm) material (6/10 Vari-Tooth)
10% When cutting
1-1/4"(32 mm) material(5/8 Vari-Tooth)
5% When cutting 2-1/2"
(64 mm) material(4/6 Vari-Tooth)
Decrease Band Speed: 12% When cutting 8"(200mm)
material(2/3 Vari-Tooth)
BAND SPEED
MATERIA
L
ALLOY
ASTM NO.
FT./MIN M/MIN
173,932 314 96
330,365 284 87
623,624 264 81
230,260,272 244 74
280,264,632,655 244 74