Page 16
23) Insert the ball with the mate lapped end facing away from the upstream seat.
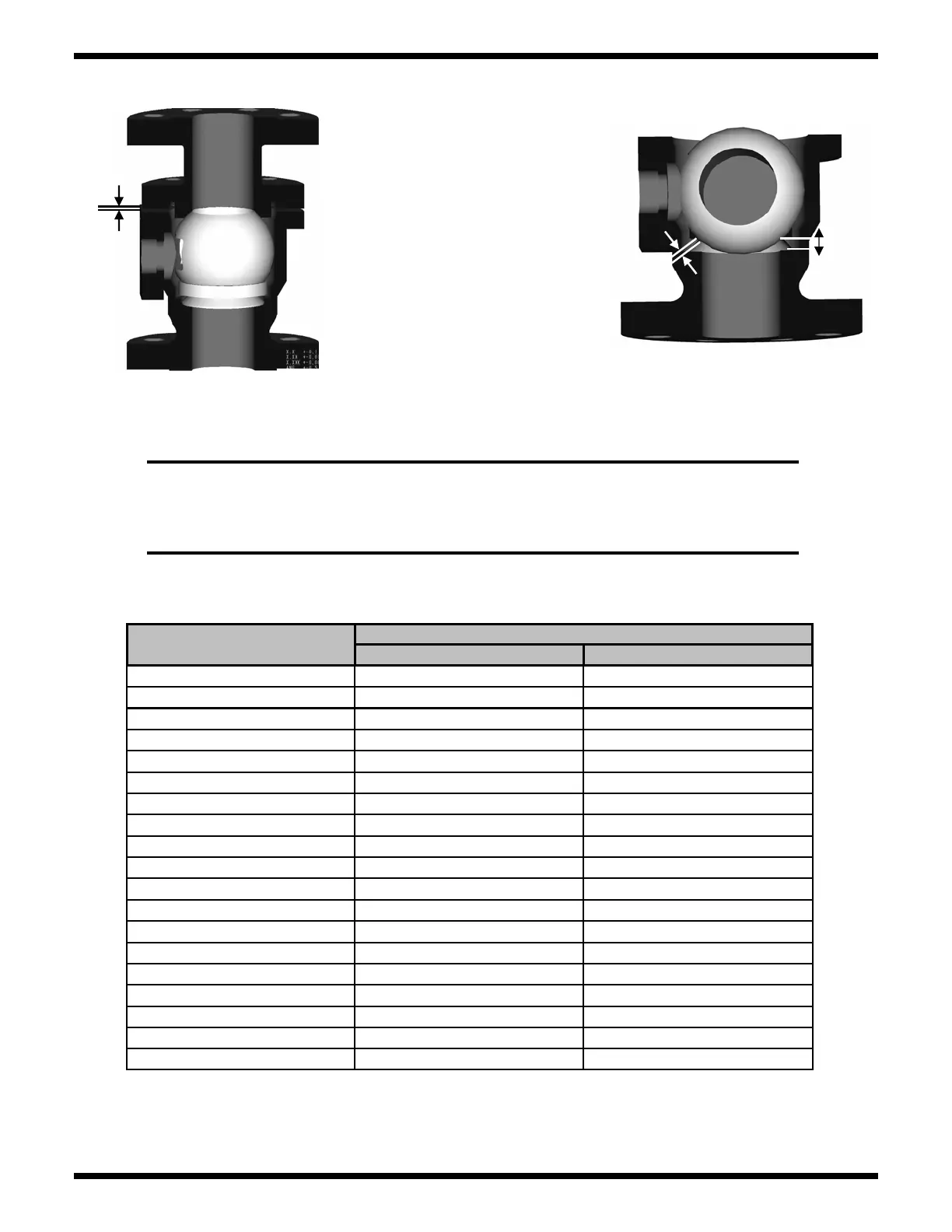
24) Gently place end cap atop the
body, maintaining end cap to body
face parallel as end cap is lowered
onto body.
25) Using feeler gauges, measure
Belleville Spring standoff between
the end cap and body.
NOTE: To obtain an accurate spring stand off measurement, place one set of
gauges 180
0
away from the other and use stacks of approximately equal thickness.
Measure the two stacks together and divide by two for the average gap (“g”). Check
the value of “g” against Table 6.
Lock-Up Gap for 5/8”, 1-1/16”
& 2-1/8” Bore Valves
NOMINAL BALL BORE
(I.D.) – in. (mm)
SEAT/BALL GAP – in. (mm)
MINIMUM MAXIMUM
5/8 (16) N/A .087 (2.210)
1-1/8 (29) N/A .075 (1.905)
1-1/2 (38) .032 (.813) .046 (1.168)
2-1/8 (150#-300#) (54) N/A N/A
2-1/8 (600#-4500#) (54) .040 (1.016) .056 (1.422)
3-1/16 (78) .053 (1.346) .067 (1.702)
3-1/2 (90) .033 (.838) .046 (1.168)
4-1/16 (103) .043 (1.092) .056 (1.422)
5-1/8 (130) .037 (.9398) .052 (1.321)
6-1/16 (154) .057 (1.448) .079 (2.007)
7-1/8 (181) .040 (1.016) .053 (1.346)
8-1/16 (205) .066 (1.676) .084 (2.134)
10-1/16 (256) .053 (1.346) .065 (1.651)
12-1/8 (308) .064 (1.626) .083 (2.108)
13-1/4 (337) .085 (2.159) .100 (2.54)
15-1/4 (387) .105 (2.667) .120 (3.048)
17-1/4 (438) .130 (3.302) .145 (3.683)
19-1/4 (489) .135 (3429) .165 (4.191)
21-1/4 (540) .190 (4.826) .210 (5.334)
TABLE 5
SEAT/BALL GAP WITHOUT SPRING
Spring Standoff Gap
Spring Standoff
(S)
Spring Standoff = S
(See Table 6 for limits)
Spring
Thickness
(T)
Seat/Ball Gap = H-T-Spring Standoff (S)
(See Table 5 for limits)
Uncompressed
Spring Height
(H)