Page 11
CAUTION! Sand blasting is not permissible,
as it may destroy or damage critical surfaces.
REPAIR AND REWORK
Prior to re-assembly all the following components should be replaced or inspected and verified as
acceptable:
√ Packing
√ Body Gasket
√ Belleville Spring—Should be replaced if deformed or collapsed below the values of Table 3.
√ Ball and Seat
If no damage is evident the ball may be re-lapped to the seat, using methods outlined below:
If ball/end cap cannot be re-lapped. The seat must be re-machined, re-coated and re-lapped to the
new ball. This must be done by an approved ValvTechnologies facility.
The seat may be re-worked several times, as a rework face tolerance is designed into the end cap.
Contact ValvTechnologies for MOB Tolerance Ranges.
Other Valve Components:
In general these may be cleaned and returned to service.
If rework is required, consult ValvTechnologies Engineering Department.
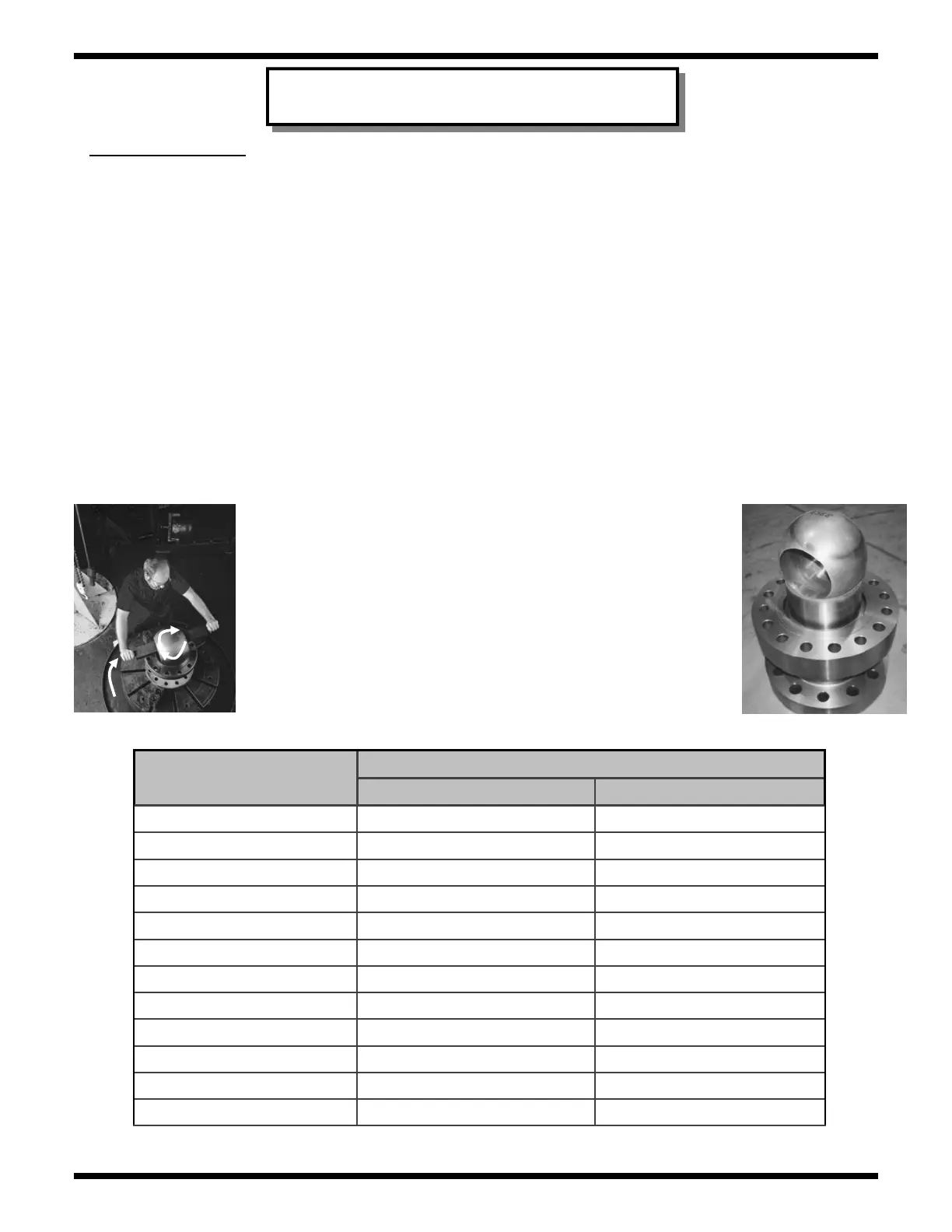
The ball is lapped to the end cap using 3-micron diamond
compound.
Ball is moved in a figure of eight motion against the end cap.
End cap is held and turned (at 30 r.p.m.) on a rotating table.
If no rotating table is available end cap is to be placed on
solid, clean surface and rotate by hand during lapping.
The ball/end cap seal shall be tested by sliding the mating
surface of the cleaned ball against the cleaned end cap seal
ing area. If a visible unbroken band appears the seal is
acceptable (as shown to the right).
NOMINAL BORE SIZE
(inches)
SPRING HEIGHT (inches)
MINIMUM MAXIMUM
5/8 .110 .126
1-1/8 .135 .150
1-1/2 .135 .160
2-1/8 .220 .240
3-1/16 .265 .290
3-1/2 .350 .362
4-1/16 .320 .340
5-1/8 .430 .460
6-1/16 .500 .530
7-1/8 .400 .430
8-1/16 .460 .500
10-1/16 .640 .680
TABLE 3 BELLEVILLE SPRING HEIGHTS