(Рис. 8)
B
A
C
E
D
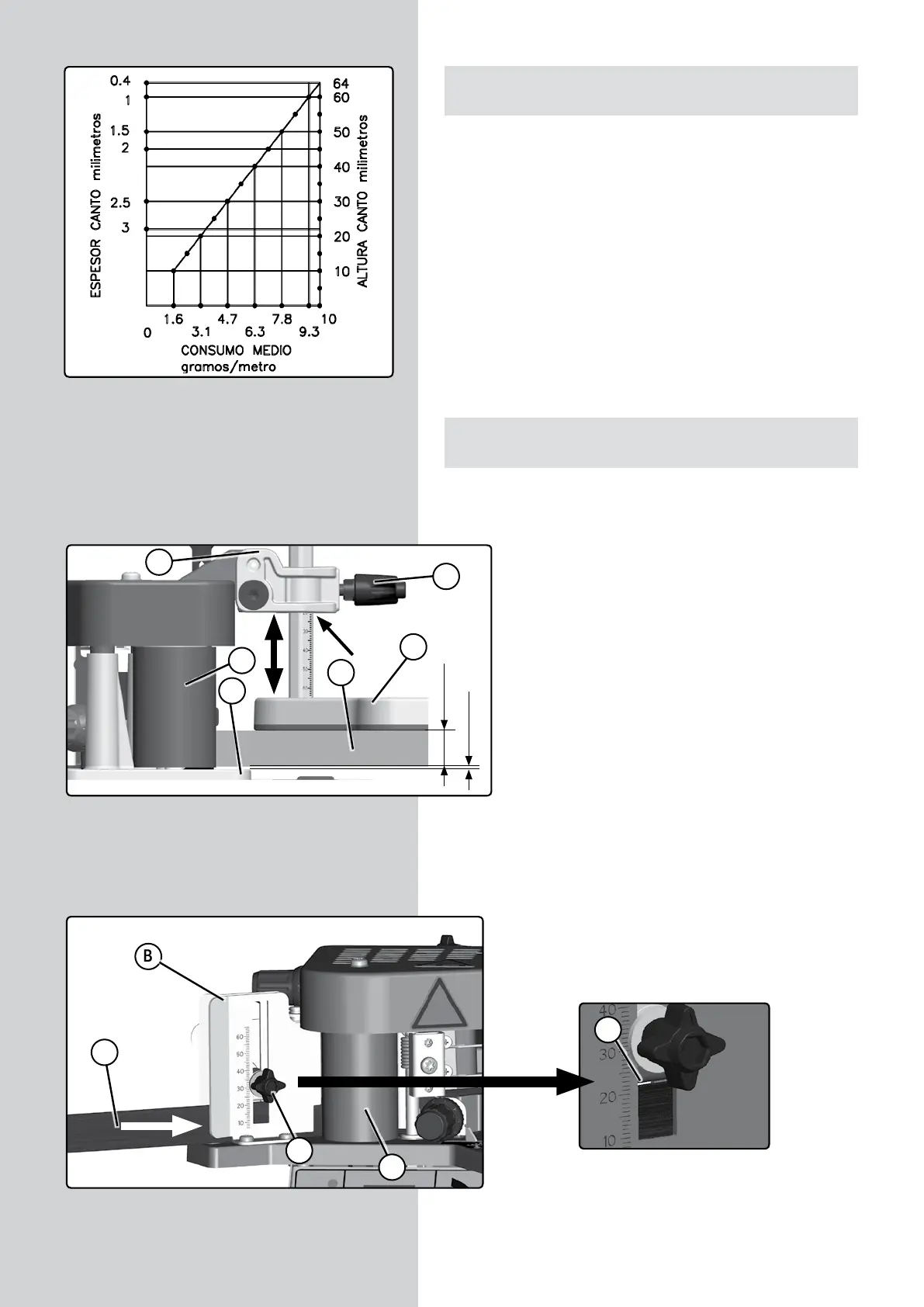
7. РАСХОД КЛЕЯ В ЗАВИСИМОСТИ ОТ ШИРИНЫ
КРОМОЧНОГО МАТЕРИАЛА
• Обратите внимание на диаграмму, приведенную слева.
Диаграмма отображает необходимое количество клея
в зависимости от ширины кромочного материала и не
зависит от его толщины.
Например: При ширине кромочного материала 20 мм
требуемое количество клея – расплава приблизительно
составляет 3.1 г/м.
• Диаграмма также используется для определения
максимально допустимой ширины кромочного материала
в зависимости от его толщины.
Например: максимальная ширина используемого
кромочного материала толщиной 3 мм не должна
превышать 22 мм, аналогично при ширине используемого
кромочного материала 64 мм, его толщина не может
превышать 0.4 мм.
8. НАСТРОЙКИ, ВЫПОЛНЯЕМЫЕ НА ХОЛОДНОЙ
МАШИНЕ
8.1 Настройка опорной площадки.
Если опорная площадка не была установлена при
распаковывании, установите опорную площадку
A (Рис. 7) в кронштейн B и закрепите при помощи
фиксатора C. Необходимо выполнить настройку
опорной площадки A в зависимости от толщины
обрабатываемой детали D. Для выполнения
настройки ослабьте фиксатор C и настройте
положение опорной площадки А по шкале Y в
соответствии с толщиной панели X. При нанесении
кромочного материала на деталь нижний свес
будет составлять ~ 1.5 мм.
8.2 Настройка на ширину кромочного материала
Кромочный материал должен быть на 2 - 3 мм
шире обрабатываемой поверхности детали.
Отрежьте кромочный материал в соответствии с
длинной детали, оставив при этом припуск 5 - 6 см.
1. Входная направляющая кромочного материала
Для правильного позиционирования кромочного материала
A (Рис. 8) на входе в машину вы должны выполнить
настройку направляющей B. Вставьте кромочный
материал между направляющими B. Освободите
фиксатор C и переместите опорную пластину D
на высоту, соответствующую ширине кромочного
материала, указанную на соответствующей шкале.
(Рис. 7)
F
E
B
C
A
"Y"
"X" mm
1,5 mm
D
PEB200-PEB250 / Инструкция по Эксплуатации - 121
 Loading...
Loading...
