9
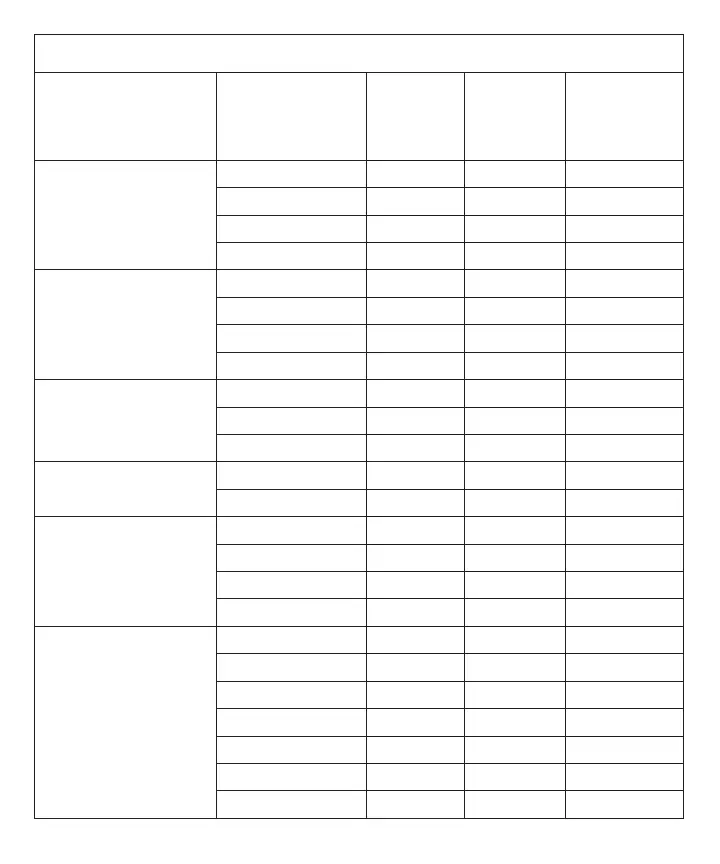
Table 2. Recommended Guide for Shade Numbers (Adapted from ANSI Z49.1-2012)
Operation
Electrode Size in.
(mm)
Arc Current
(Amps)
Minimum
Protective
Shade
Recommended*
Shade Number
Shielded Metal Arc Welding
(SMAW)
Less than 3/32 (2.4) < 60 7 —
3/32 – 5/32 (2.4 – 4.0) 60-160 8 10
5/32 – 1/4 (4.0 – 6.4) 160-250 10 12
More than 1/4 (6.4) 250-550 11 14
Gas Metal Arc welding
(GMAW or MIG) and ux
Core Arc Welding (FCAW)
< 60 7 —
60-160 10 11
160-250 10 12
250-550 10 14
Gas Tungsten Arc Welding
(GTAW or TIG)
< 50 8 10
50-150 8 12
150-500 10 14
Carbon Arc Cutting – Air
(CAC-A)
Light < 500 10 12
Heavy 500-1000 11 14
Plasma arc welding (PAW) < 20 6 6-8
20-100 8 10
10 12
11 14
Plasma arc cutting (PAC) < 20 4 4
20-40 5 5
40-60 8 8
60-80 8 8
80-300 8 9
300-400 9 12
400-800 10 14

 Loading...
Loading...





