12
8. CLAMPING, TABLE BASE, AND MACHINE BASE (see Fig. 3)
(1) When milling longitudinal feed, it is advisable to lock the cross feed table travel to insure the
accuracy of your work. To do this, tighten the small leaf screw located on the right side of the table
base.
(2) To tighten the longitudinal feed travel of the table for cross feed milling, tighten the two small leaf
screw on the front of the table base
(3) Adjustable travel stops are provided on the front of the table for control of cross travel and the
desired milling length.
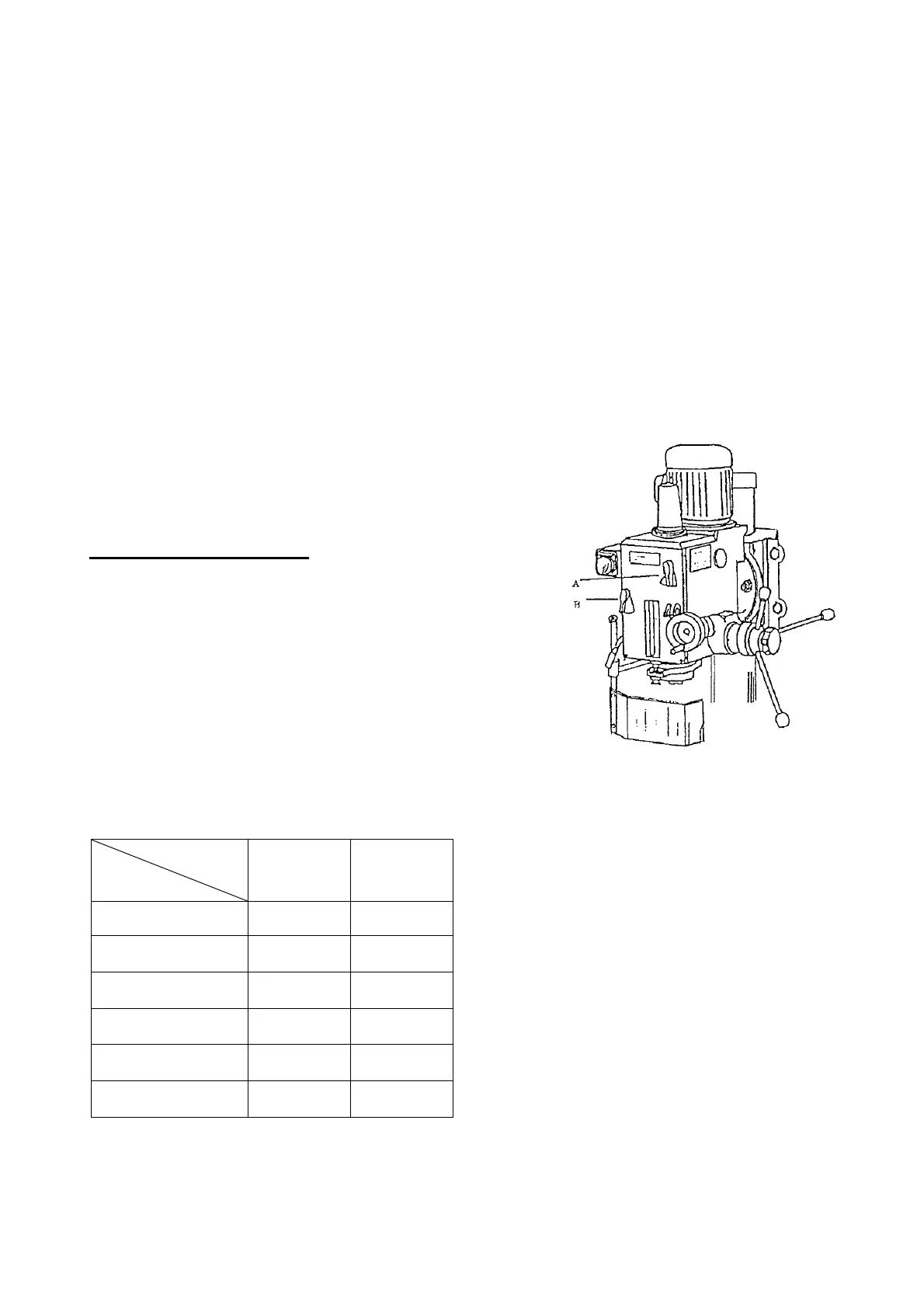
9. SPEED CHANGING AND ADJUST BELT (Step See Fig. 4)
(1) Turn power off.
(2) Select the suitable R.P.M. from speed charts of table 1.
(3) Turn the speed lever A and B to correct position.
(4) Turn on the power.
CAUTION FOR SWITCH:
When changing the running direction of the spindle,
forward to reverse or reverse to forward, STOP THE
MOTOR POWER first. absolutely do not change the
spindle running direction when machine is running.
lmproper operation of the switch may cause to the
switch, machine or danger to operator.
WARING: CHANGE SPEED ONLY WHEN
MACHINE IS STOPPED
RPM
LEVERS
50Hz 60Hz
L1
55 65
L2
105 130
L3
175 220
H1
390 480
H2
755 925
H3
1260 1550
Table .1
Fig. 4