IPB-5000B
6. Description of Display Screens
6-3
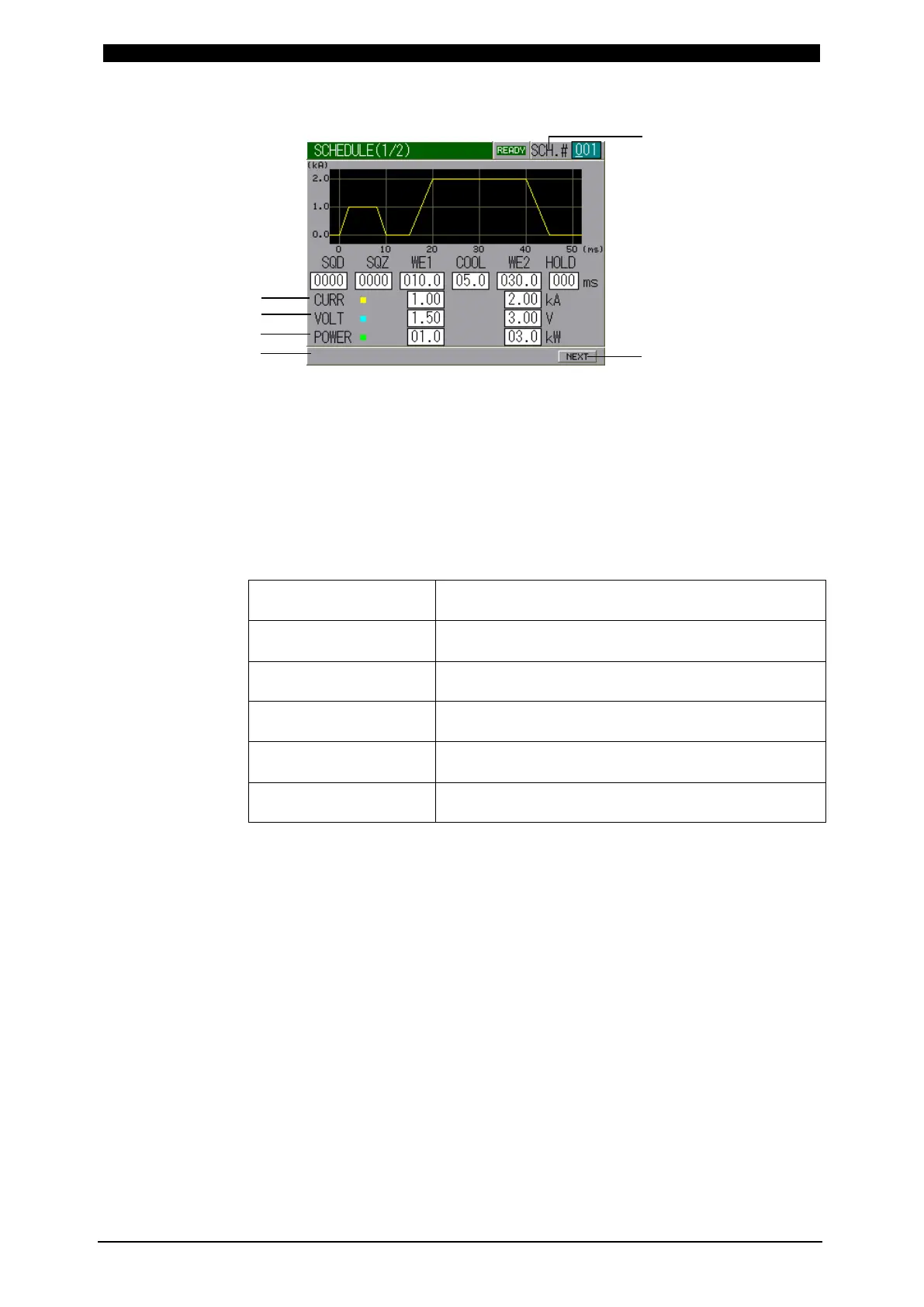
Constant Current Control
As the following, each item of (a) to (f) is described.
(a) SCH. #
It denotes No. of weld SCHEDULE. 127 weld schedules as SCHEDULE #1
to #127 can be set on IPB-5000B.
(b) Time
Time period of each movement in welding is set at the dimension of ms.
Refer to 9. Timing Chart on the relation of each period.
Period of time added to the Squeeze Time only
once after start-up during repeated operation
SQZ / Squeeze Time
Period of time until proper squeeze is applied to
workpiece
WE1 / Weld 1 Time
The first weld time for which weld current is
supplied
COOL / Cooling Time
Period during which weld current is suspended
between WE1 and WE2
WE2 / Weld 2 Time
The second weld time for which weld current is
supplied
HOLD / Hold Time
Period of time to hold workpiece after ceasing
weld current
(c) CURR (Note
Indicates the value of current for control. Set it for WE1 and WE2
respectively.
(d) VOLT (Note
Indicates the value of voltage for control. Set it for WE1 and WE2
respectively.
(e) POWER (Note
Indicates the value of power for control. Set it for WE1 and WE2
respectively.
(f) NEXT
Displays SCHEDULE (2/2) Screen.
Note) Even if numbers are input at all the input boxes of control methods, CURR,
VOLT and POWER, the numbers other than the selected control method
do not work.
(b)
(c)
(d)
(e)
 Loading...
Loading...


