IPB-5000B
9. Timing Chart
9-13
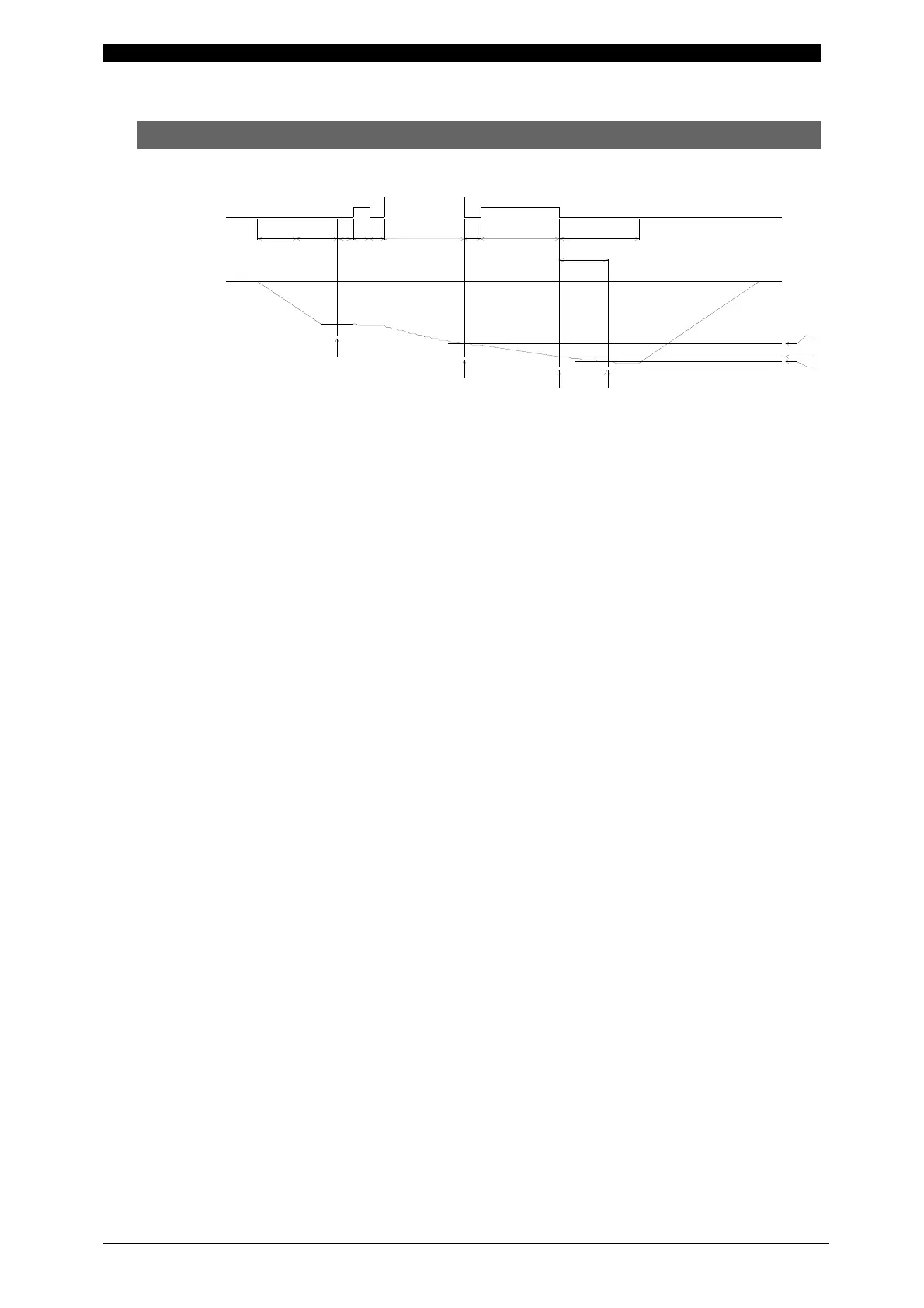
(9) Movement of Displacement Sensor
Symbol:
SQD: Squeeze Delay Time SQZ: Squeeze Time
WD: Work Detecting Time (0.4 ms Max.) RC: Resistance Pre-check Time
CP : Resistance Judgment Time (1 ms) W1: 1st Weld Time
CO : Cool Time W2: 2nd Weld Time
HO: Hold Time
a: Work Detection
When the range of work detection is set to the work detection (WORK DETECT
at 6.(8) CONTROL Screen), the work detection is done after the end of SQZ. If
the range of work detection is set to +/-00.00 mm, no work detection is done.
Work detection Time is of 0.4 ms Max.
b: 1st Weld Stop (W1)
When the displacement weld stop (DISPLC) is set to 1st Weld Stop to set the
displacement (WE1 DINPUT at 6.(8) CONTROL Screen) and the displacement
sensor arrives at the set displacement (e at the above figure), 1st Weld is
stopped to make the sequence move to the next cool time (CO).
c: 2nd Weld Stop (W2)
When the displacement weld stop (DISPLC) is set to 2nd Weld Stop to set the
displacement (WE1 DINPUT at 6.(8) CONTROL Screen) and the displacement
sensor arrives at the set displacement (f at the above figure), 2nd Weld is
stopped to make the sequence move to the next hold time (HO).
d: Delay Time
When the value of Delay Time is set to DELAY TIME (DELAY TIME at 6.(8)
CONTROL Screen), the displacement (g at the above figure) after the delay
time elapses is measured.
D is p la ce m en t
We l d
Cu r re n t
g
f
e
dc
b
a
DELAY TIME
HOSQZ W2W1 COWD CPRC
OFF
SQ D
 Loading...
Loading...


