IPB-5000B
11. Specifications
11-1
11. Specifications
(1) Specifications
Common Specification in IPB-5000B
Weld Current Control
Method
(1) Constant Current Control:
Controls so that weld current can be the set current
(2) Constant Voltage Control:
Controls so that the voltage detected at V sensing cord
connected across electrodes can be the set voltage
(3) Constant Current/Constant Voltage Combination Control:
Either of both methods in which the value arrives at set
value more quickly is prioritized while both Constant
Current and Constant Voltage Control method work
simultaneously
(4) Constant Power Control:
Controls so that power value can be the set power
17.4kVA (
in use)
Numbers
127 Schedules (1 to 127), Selected by External Signal or on
Panel
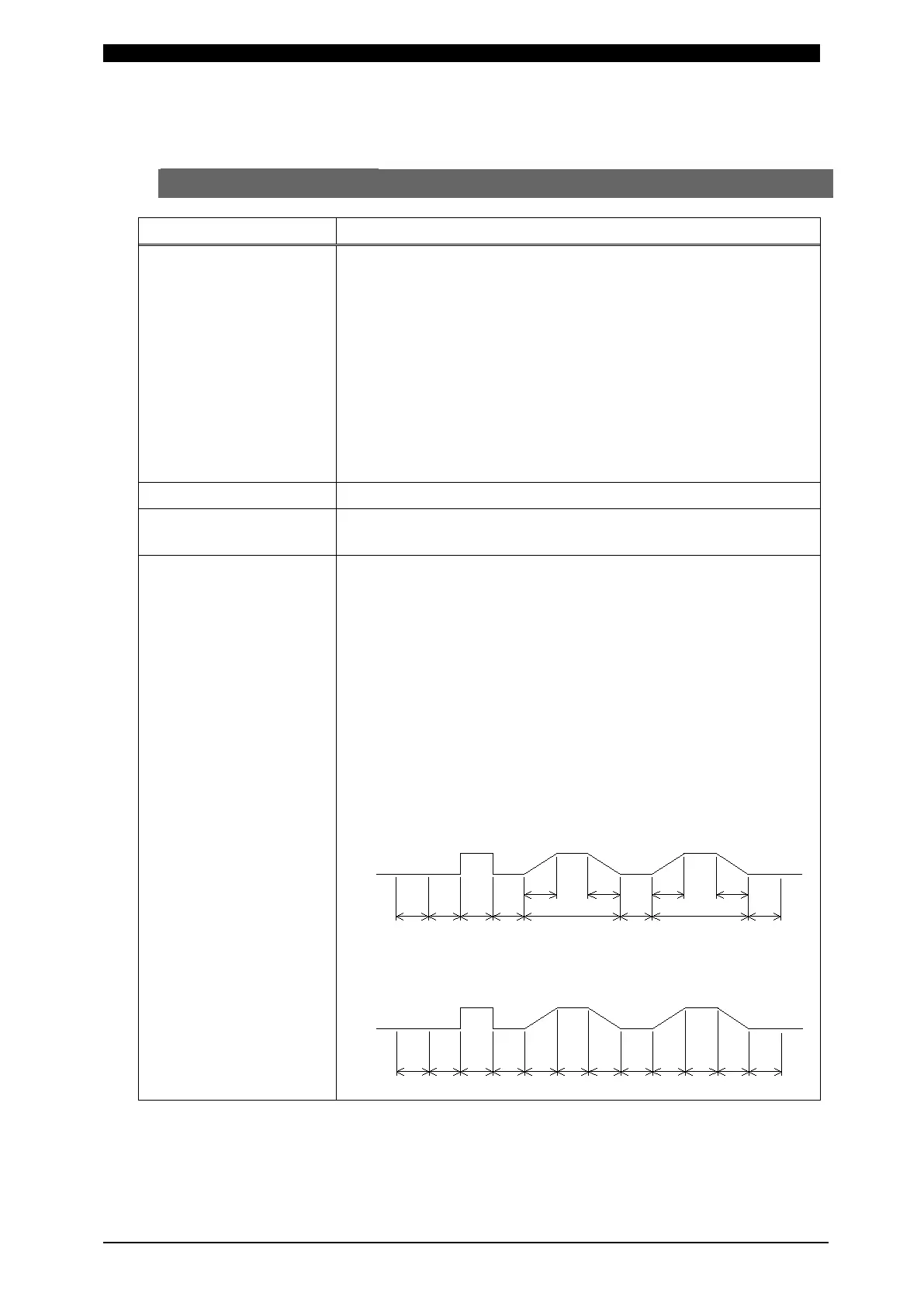
Timer Setting Range
Squeeze Delay Time (SQD): 0000 to 9999ms (1ms each*)
* “each” represents Increment or Decrement.
Squeeze Time (SQZ): 0000 to 9999ms (1ms ea.)
PRECHECK Current (RC): 00.0 to 10.0ms (0.2ms ea.)
PRECHECK Judgment (CP): 1ms (Fixed)
Upslope 1 (U1): 000.0 to 500.0ms (0.2ms ea.)
Weld Time 1 (W1): 000.0 to 500.0ms (0.2ms ea.)
Downslope 1 (D1): 000.0 to 500.0ms (0.2ms ea.)
Cool Time (CO): 00.0 to 99.8ms (0.2ms ea.)
Upslope 2 (U2): 000.0 to 500.0ms (0.2ms ea.)
Weld Time 2 (W2): 000.0 to 500.0ms (0.2ms ea.)
Downslope 2 (D2): 000.0 to 500.0ms (0.2ms ea.)
Hold Time (HO): 000 to 999ms (1ms ea.)
When Upslope and Downslope are included in Weld Time.
SQZ
RC
CP
U1
W1
D1
CO
U2
W2
D2
HO
SQD
When Upslope and Downslope are not included in Weld Time.
(The total time of Upslope Time, Weld Time and Downslope is
up to 500ms.)
SQZ
R
C
CP
U1
W1
D1
CO
U2
W2
D2
HO
SQD
 Loading...
Loading...


