ATS Systems Ultimate Chuck Installation and Operations Manual
reach the internal components of the
chuck.
• To ensure good grease distribution, inject one
shot of grease into each of the three grease
fittings, actuate the chuck full stroke several
times, and then inject a second shot of grease
into each of the three fittings. Check the
clamping force with a grip force gauge.
• After each 50 clamping strokes it is advisable
to actuate the chuck several times without
gripping a workpiece so that the chuck is
stroked to its extreme limits. When this is
done, lubricant that has been displaced is
returned to the pressure surfaces and the
clamping force is retained for a longer period
of time without re-lubrication.
• Depending on the application and the
workpiece materials being machined, the
chuck will periodically need to be
disassembled and cleaned. After cleaning, all
internal parts must be coated with a film of
KO5 grease, and the chuck body cavities at
either end of the wedge bars filled 50% with
KO5 grease. Each time the chuck is actuated
and the wedge bars stroke, this “reservoir” of
grease is pumped back through ports in the
wedge bar to lubricate critical surfaces.
• It is recommended that the clamping force be
checked using a grip force gauge before
beginning a new production batch and
between maintenance checks. Only regular
checks can guarantee safety.
5.2.2 Lubricating jaw guideways
When changing the base jaw or one-piece jaws,
the teeth and jaw guideways must be cleaned
and lightly greased with ATS K05 grease.
Ultimate Chucks were designed primarily for
JIT applications with frequent jaw changeover.
No grease fitting ports lubricate the jaw
guideways. Whenever jaws are changed,
inspect the chuck guideways for cleanliness and
put a film of grease on the sliding surfaces of
the master base jaws before inserting them into
the chuck. For high volume production
applications when jaws aren’t changed
frequently, the jaws should be removed once
per shift (depending on machining cycle time),
cleaned and re-lubricated. Optional master
base jaws with grease fittings are available as
special order.
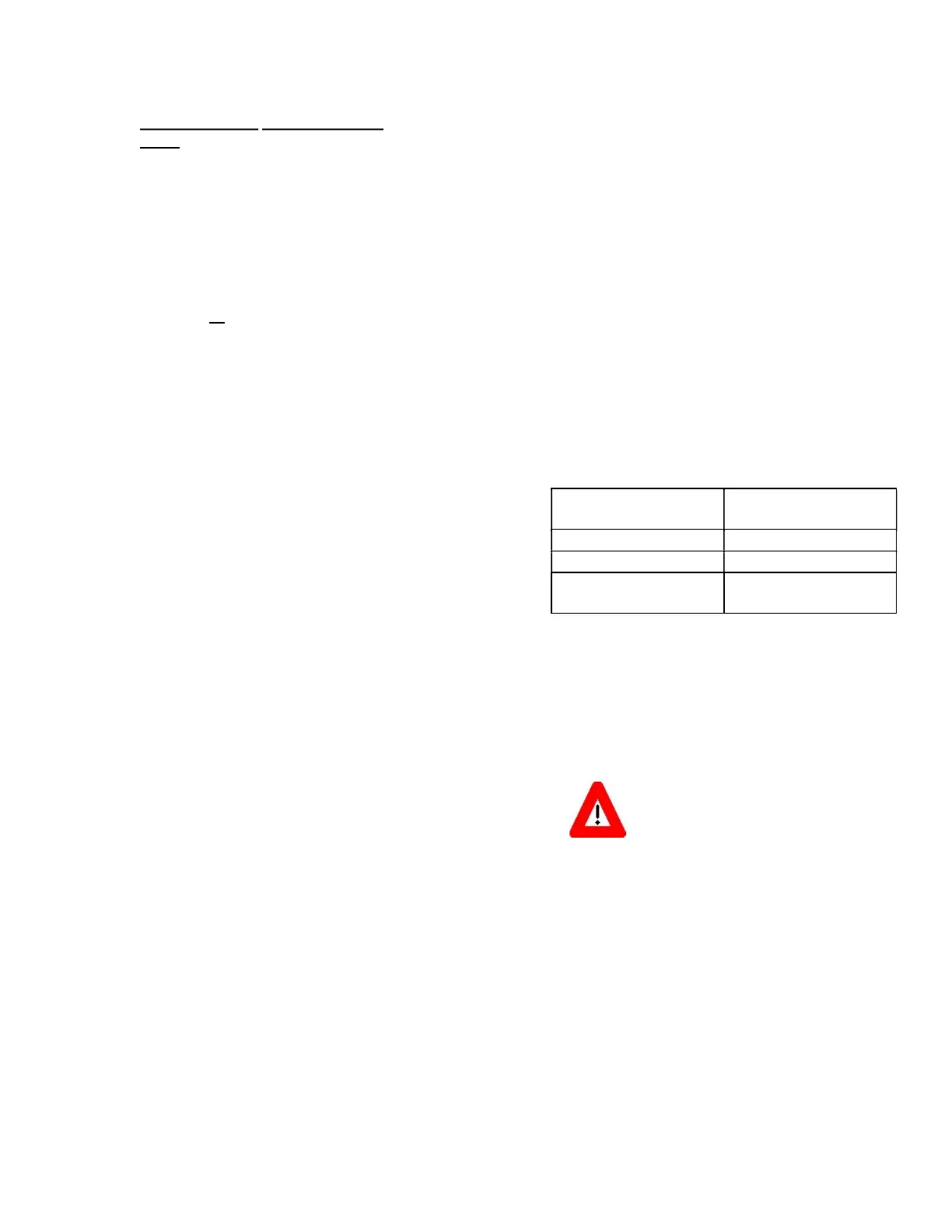
5.2.3 Lubrication and maintenance frequency
Depending on operating conditions, check the
function and the clamping force after the length
of operation specified in the table below.
Clamping force must be measured with a grip
force gauge.
Lubricate and test the chuck at the following
intervals:
Operating Hours
Amount of
Contaminants
20-30
Normal amount
8
High amount
1000-1500
Total disassembly and
cleaning of chuck
The base jaws must move easily and
smoothly at the lowest possible operating
pressure (cylinder).
WARNING
If grip force has dropped, or if base jaws and
piston can no longer be moved freely, then it is
necessary to immediately take the chuck out of
operation, disassemble, inspect, clean, repair as
required and re
lubricate it.
 Loading...
Loading...