VI. Appendix BigRep
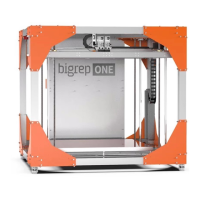
Slicing – most important settings: Extruder
Most important:
• Choose the correct extruder (T0, T1)
• Choose the correct nozzle diameter you have
installed at the machine (.5 or 1mm)
In detail:
• Extrusion Multiplier = Flowrate, choose 1 as
standard
• Extrusion Width = Single Outline Width, 10-20%
more than nozzle diameter is recommended,
but not a must
• Ooze Control = avoid overflow during z-moves,
standard values are recommended
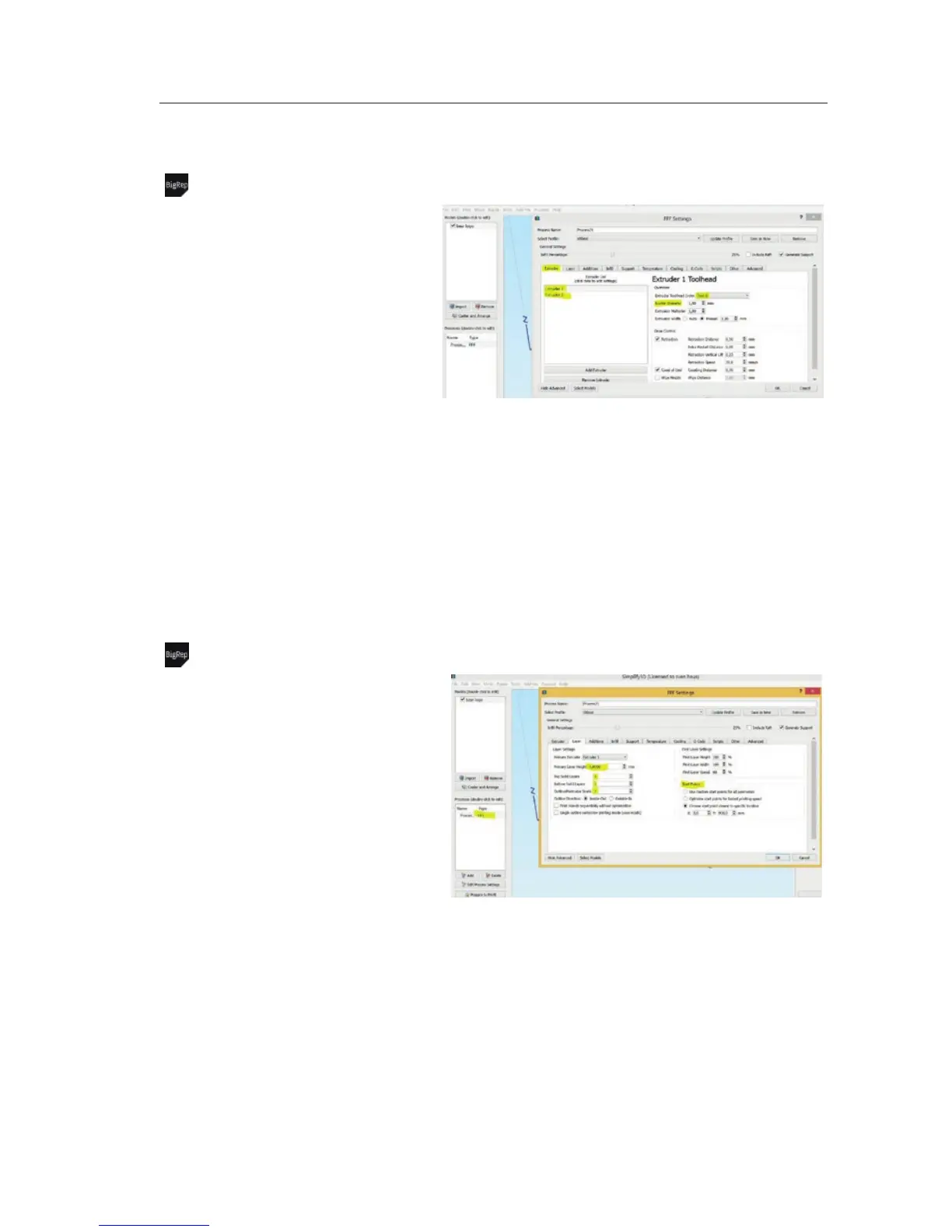
Slicing – most important settings: Layer
Most important:
• Layer Height (resolution) choose
between .6 and 1mm with 1mm nozzle &
between .2 and .5mm with 0.5mm nozzle
In detail:
• Top Solid Layers = number of solid layers at
the top of your sample. Choose at least 2.
Increase if you use little infill.
• Bottom Solid Layers = number of solid layers
at the bottom. 3 are recommended and
most often sufficient
• Outline/Perimeter Shells = number of loops
at the “walls”. Choose the correct amount to
avoid gaps or little infill structure.
• Start Points = the “seam” for z-moves.
Choose start point to for example “hide” the
seam in the back
VI-E 3/7
 Loading...
Loading...