29
7 DESCRIPTION DES FONCTIONS AFFICHÉES
SUR L'ÉCRAN A.
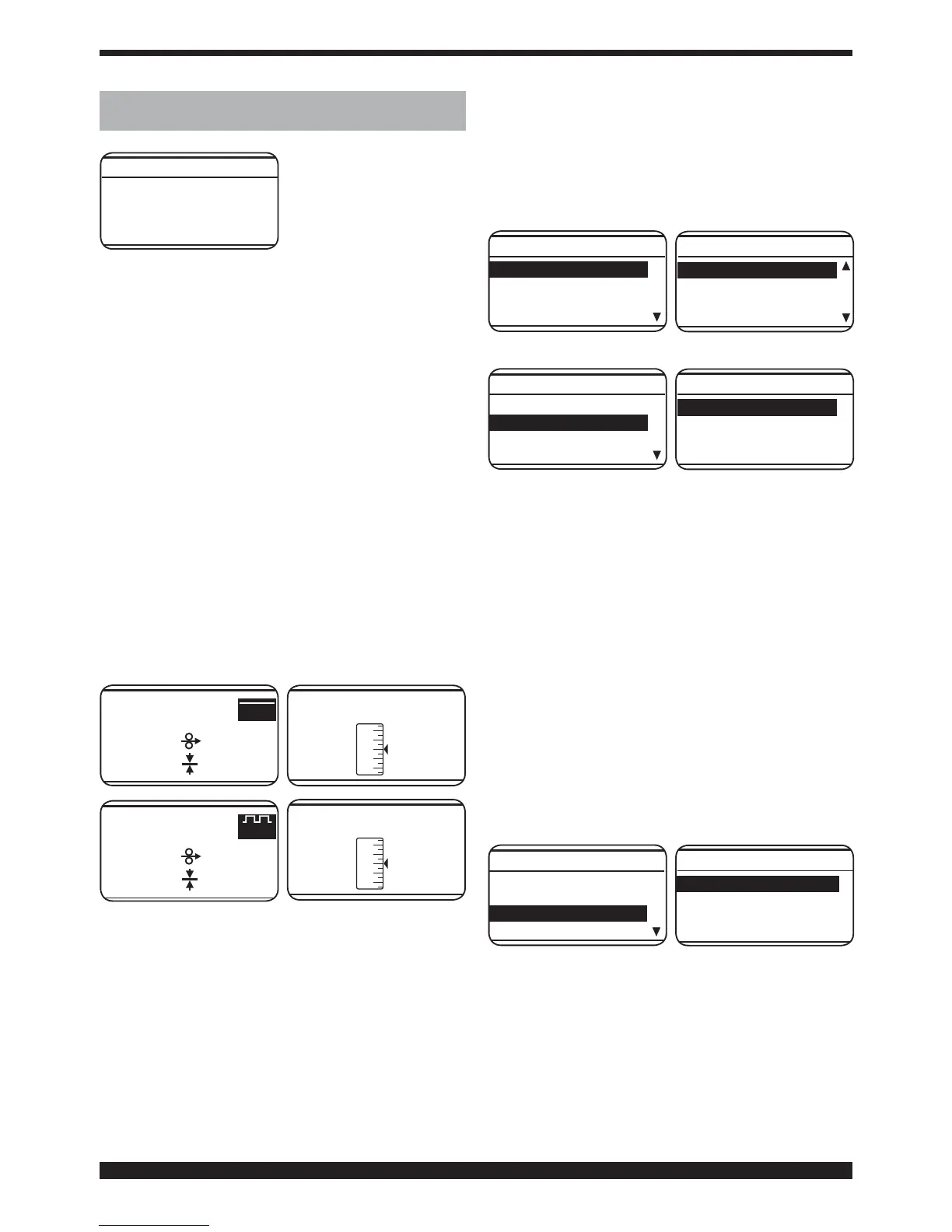
Machine 305
Version 001
Build Mar 23 2016
Table 001
Information
Lors de l'allumage de la
machine, l'écran A afche
pendant quelques instants
le numéro de série de la
machine, la version, la date
de développement du
logiciel, ainsi que le numéro
de version des courbes synergiques (cette information
est incluse également à l'intérieur du chapitre 7.1
FONCTIONS DE SERVICE).
Immédiatement après l’allumage, l'écran Aafche:
La courbe synergique utilisée, le mode de soudage 2T,
4T ou 3L, la fonction SPOT, les lettres PP si la torche
Push-Pull est utilisée, le procédé de soudure "SHORT"
ou "PULSATO", le courant de soudure, la vitesse en
mètresparminuteduldesoudure,latensiondesou-
dure et l'épaisseur recommandée.
Pour augmenter ou diminuer les paramètres de soudage
ilsuftdefaireleréglageàl'aideduboutonB, les valeurs
changent toutes en même temps, de façon synergique.
PourmodierlatensiondesoudageV,ilsuftd'appuyer
pendant au moins 2 secondes sur le bouton B; l'écran
afche (Arc Length ou longueur d’arc) une barre de
réglage avecun 0 central, la valeur peutêtre modiée
à l'aide du bouton B, de -9,9 à 9,9 ; pour sortir de la
fonction, appuyer brièvement sur le bouton B.
En modiant la valeur, une fois sortis du sous-menu,
à côté de la tension V, une ècheapparaîtra : tournée
vers le haut, elle indiquera une correction supérieure à la
valeur préréglée tandis que si elle est tournée vers le bas,
elle indiquera une correction inférieure.
Fe 0.8mm Ar 18 2CO
2T
5.7m/m
100A
1.4mm16.8 V
MIG
Fe 0.8mm Ar 18 2CO
2T
7.0m/m
100A
2.4mm21.9 V
MIG
7.1 FONCTIONS DE SERVICE (PROCESSPARAMS)
AFFICHEES SUR L'ECRAN A.
Pour accéder à ces fonctions, il faut partir de la page
écran principale et appuyer pendant au moins 2 secondes
sur le bouton B.
Pour entrer à l'intérieur de la fonction, il suft de la
sélectionner avec le bouton B et appuyer dessus
pendant au moins 2 secondes. Pour retourner à la page
écranprincipale,ilsuftd'appuyerpendant2secondes
minimum sur le bouton B.
Les fonctions pouvant être sélectionnées sont:
• Courbe synergique (Wire Selection).
Pour choisir la courbe synergique, il faut sélectionner
et appuyer sur la courbe proposée sur l'écran A, à
l'aide du bouton B;ilsuftdesélectionnerlacourbe
désiréeetconrmersonchoixenappuyantpendant
au moins 2 secondes sur le bouton B.
Après avoir appuyé sur le bouton B, on retourne à la
page écran précédente (PROCESS PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Fe 0.8mm Ar 18 2CO
Fe 0.8mm 2CO
Fe 0.9mm Ar 18 2CO
Fe 0.9mm 2CO
Wire selection
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Pour choisirou conrmer letype desoudage avec
le bouton B sélectionner et appuyer, pendant 2
secondes minimum sur Short ou Pulsed.
Short indique que le type de soudage choisi est short
synergique.
Pulsed indique que le type de soudage choisi est
pulsé synergique.
• Mode de soudage (Start Mode).
Pour choisir dans quel mode commencer le soudage
2T, 4T ou 3L, sélectionner à l'aide du bouton B l'un
des 2 modes et appuyer sur le B pendant au moins 2
secondespourconrmersonchoix;cetteopération
renvoie toujours à la page écran précédente
(PROCESS PARAMS).
Mode 2T: La machine commence à souder quand on
appuie sur le bouton de la torche et s'arrête quand on
la relâche.
Mode 4T: Pour commencer le soudage, appuyer et relâcher
le bouton de la torche ; pour interrompre le soudage, il faut
appuyer et relâcher la touche encore une fois.
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Mode 3L, particulièrement indiqué pour souder
l'aluminium.
Au moyen du bouton de la torche sont disponibles
3 courants rappelables en soudure. L'enregistrement
des courants et du temps de slope est le suivant:
courant de démarrage, possibilité de réglage de 10 à
200% du courant enregistré de soudure.
Slope time possibilité de réglage de 0,1 à 10
secondes.Dénitletempsderaccordentrelecourant
de démarrage (Start Curr) et le courant de soudure