37
desarrollodelsoftware,ademásdelnúmerodereleasede
las curvas sinérgicas (esta información está contenida
también en el capítulo 6.1 FUNCIONES DE SERVICIO).
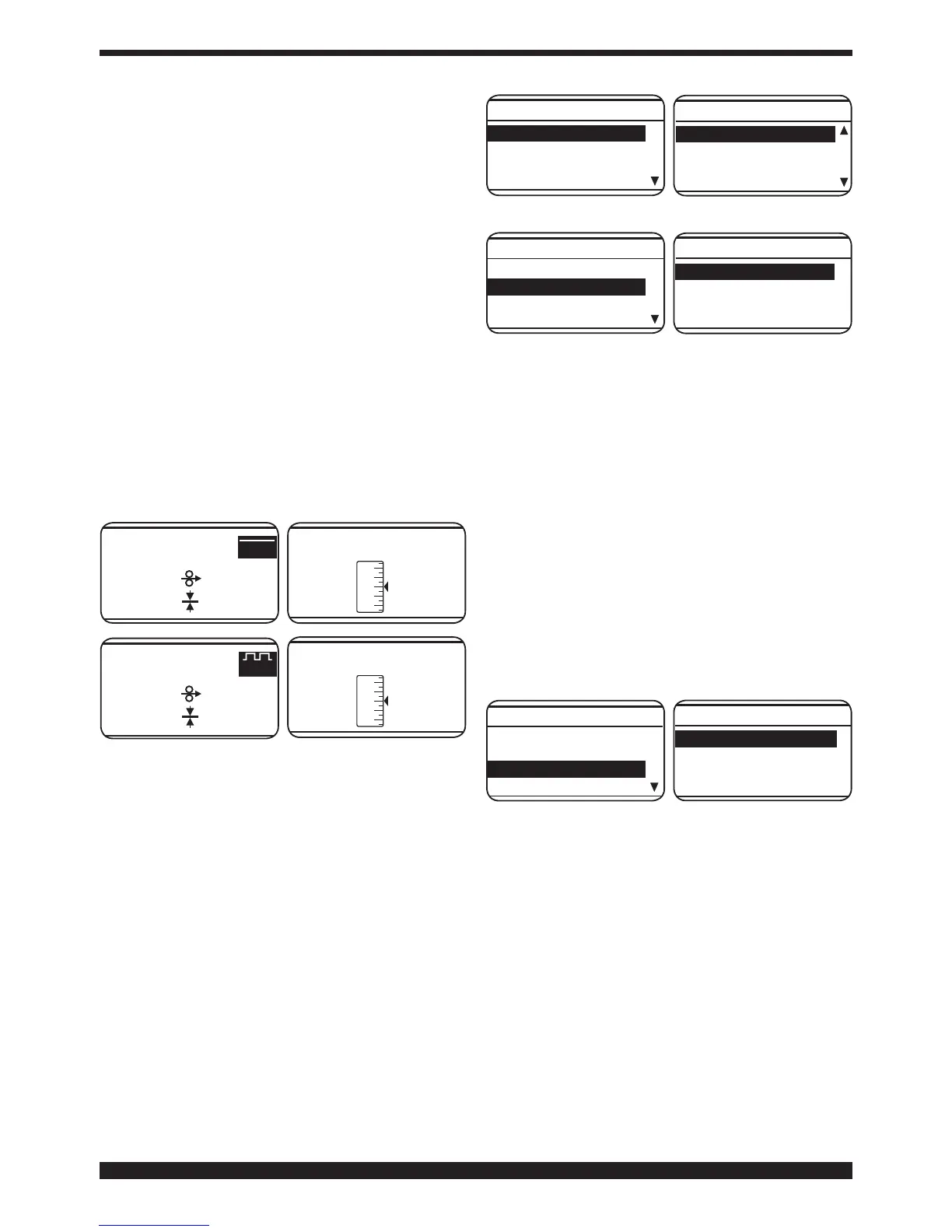
Inmediatamente después del encendido el display A
visualiza:
La curva sinérgica utilizada, el modo de soldadura 2T, 4T
o 3L, la función SPOT, si activada, el proceso de solda-
dura "SHORT o PULSADO", la corriente de soldadura,
la velocidad en metros al minuto del hilo de soldadura, la
tensión de soldadura y el espesor aconsejado.
Para aumentar o disminuir los parámetros de soldadura
essucienteregularmediantelamanecillaB, los valores
varían todos junto, de forma sinérgica.
Paramodicar latensión desoldaduraV essuciente
presionar por menos de 2 segundos la manecilla B, en
el display aparece (Arc Length o longitud del arco) una
barra de regulación con el 0 central, el valor puede ser
modicadomediantelamanecillaB de -9,9 a 9,9. Para
salir de la función presionar brevemente la manecilla B.
Modicando el valor, una vez que se ha salido del
submenú,alladodelatensiónV,apareceunaechaque,
si dirigida hacia arriba, indica una corrección mayor del
valor programado mientras, si hacia abajo, indica una
corrección menor.
Fe 0.8mm Ar 18 2CO
2T
5.7m/m
100A
1.4mm16.8 V
MIG
Fe 0.8mm Ar 18 2CO
2T
7.0m/m
100A
2.4mm21.9 V
MIG
7.1 FUNCIONES DE SERVICIO (PROCESS PARAMS)
VISUALIZADAS EN EL DISPLAY A.
Para acceder a estas funciones es necesario partir
de la pantalla principal y presionar durante al menos 2
segundos la manecilla B.
Paraentrarenlafunciónessucienteseleccionarlacon
la manecilla B y presionar la misma por menos de 2
segundos.Paravolveralapantallaprincipalessuciente
presionar durante al menos 2 segundos la manecilla B.
Las funciones seleccionables son:
• Curva sinérgica (Wire Selection).
Para elegir la curva sinérgica, es necesario, por medio
de la manecilla B, seleccionar y presionar la curva
propuesta por el display A,es sucienteseleccionar
la curva que interesa y conrmar la selección
presionando por menos de 2 segundos la manecilla B.
Después de presionado la manecilla B volver a la
pantalla precedente (PROCESS PARAMS).
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Fe 0.8mm Ar 18 2CO
Fe 0.8mm 2CO
Fe 0.9mm Ar 18 2CO
Fe 0.9mm 2CO
Wire selection
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Paraelegiroconrmareltipodesoldadura,esnece-
sario, mediante la empuñadura B, seleccionar y pre-
sionar, por al menos 2 segundos Short o Pulsed.
Short indica que el tipo de soldadura elegido es short
sinérgico.
Pulsed indica que el tipo de soldadura elegido es pul-
sado sinérgico.
Modo de soldadura (Start Mode).
Para elegir el modo de inicio soldadura 2T,4T o 3L
seleccionar por medio de la manecilla B uno de los
2 modos y presionar la manecilla B por menos de 2
segundos para conformare la selección, esta operación
nos hace volver a la pantalla precedente (PROCESS
PARAMS).
Modo 2T, la máquina inicia a soldar cuando se pulsa el
pulsador del soplete y se interrumpe cuando se suelta.
Modo 4T, para iniciar la soldadura pulsar y soltar el
pulsador soplete, para terminarla aplastarlo y soltarlo
nuevamente.
Fe 0.8mm Ar 18 2CO
Process SHORT
Start Mode 2T
Spot OFF
Process Params
Modo 3L, particularmente aconsejado para la
soldadura del aluminio.
Por medio del pulsador de la antorcha están
disponibles 3 corrientes convocables en soldadura. La
programación de las corrientes y del slope time es la
siguiente.
Start Curr corriente de partida, posibilidad de ajuste del
10 al 200% de la corriente programada de soldadura.
Slope Time, posibilidad de ajuste desde 0,1 a 10
segundos.Deneeltiempodeuniónentrelacorriente
de partida (Start Curr) y la corriente de soldadura y
entre la corriente de soldadura y la corriente de crater
llerollenadodelcráterdensoldadura(Crater Curr).
Posibilidad de ajuste del 10 al 200% de la corriente
programada de soldadura.
La soldadura inicia con la presión del pulsador antorcha.
La corriente llamada será la corriente de partida Start
Curr. Esta corriente se mantendrá mientras que el
pulsador antorcha esté pulsado; al soltarlo la corriente