Process SHORT
Start Mode 2T
Spot ON
Spot Time 1.0s
Process Params
Start Mode 2T
Spot ON
Spot Time 1.0s
Pause Time OFF
Process Params
• HSA (automatisk hot start). Denna funktion är avak-
tiverad när funktionen 3L är aktiv. När funktionen har
aktiverats kan startströmmen (Start Curr) ställas in
på mellan 10 och 200 % av svetsströmmen (fabriksin-
ställning 130 %). Strömmens varaktighet (S.C. Time)
kan ställas in på mellan 0,1 och 10 sekunder (fabriks-
inställning 0,5 sekunder). Även övergångstiden (Slope
Time) mellan startströmmen (Start Curr) och svets-
strömmen kan ställas in på mellan 0,1 och 10 sekunder
(fabriksinställning 0,5 sekunder).
HSA ON
Start Curr. 135%
0,5sS.C. Time
Slope Time 0,5s
Process Params
• CRA (crater ller - fyllning av ändkrater).
Denna funktion är avaktiverad när funktionen 3L är
aktiv. Kan användas med svetssätt 2T, 4T och även i
kombination med funktionen HSA.
När funktionen har aktiverats kan övergångstiden
(Slope Time) mellan svetsströmmen och strömmen
för fyllning av ändkrater (Crater Curr.) ställas in på
mellan 0,1 och 10 sekunder (fabriksinställning 0,5 sek-
under).
Strömmen för fyllning av ändkrater (Crater Curr.) kan
ställas in på mellan 10 och 200 % av svetsströmmen
(fabriksinställning 60 %).
Varaktigheten (C.C. Time) för strömmen för fyllning av
ändkrater ställas in på mellan 0,1 och 10 sekunder (fa-
briksinställning 0,5 sekunder).
CRA ON
Slope Time 0,5s
Crater Current 60%
C.C. Time 0,5s
Process Params
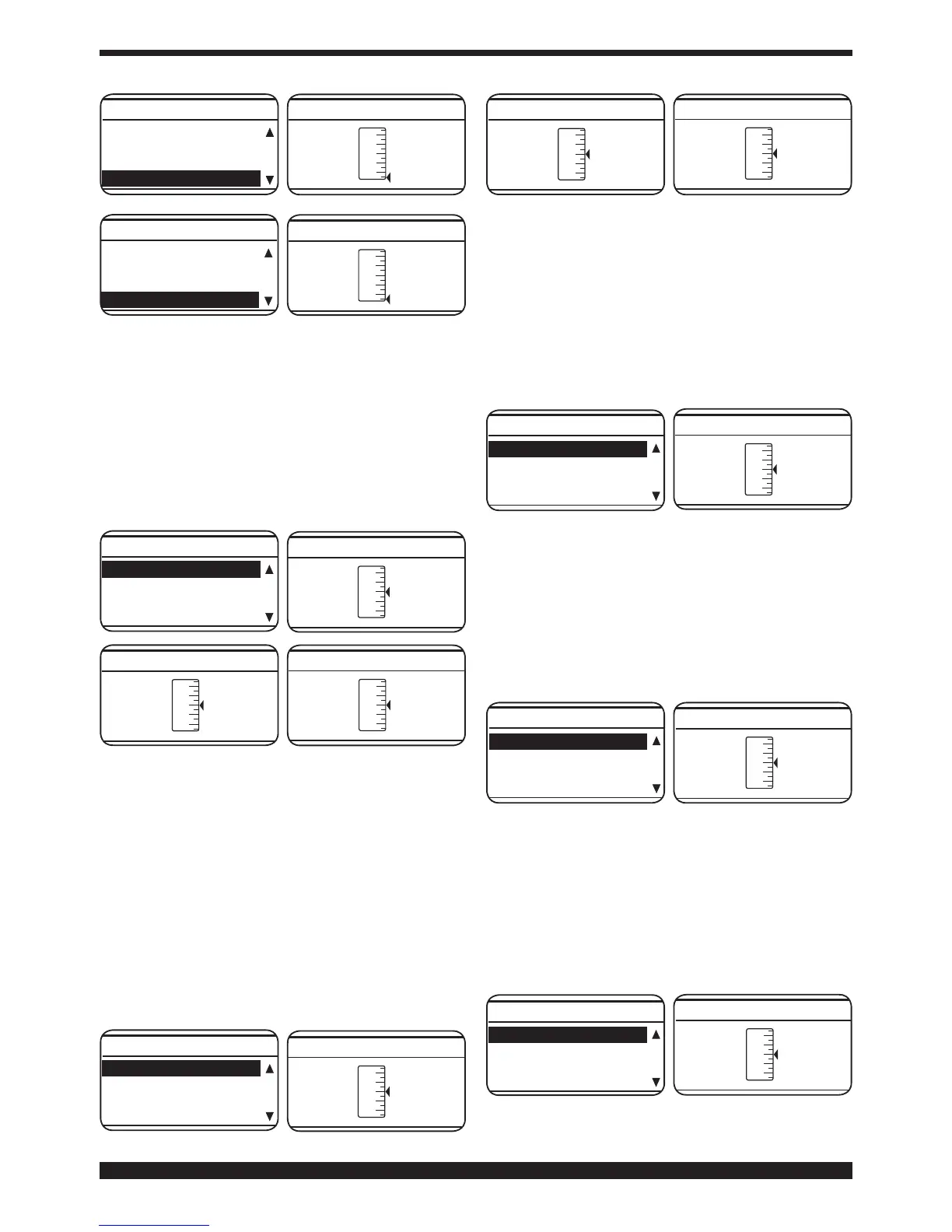
• Induktans (Inductance)
Värdet kan ställas in på mellan -9,9 och +9,9. Noll
är tillverkarens inställning. Impedansen minskar om
talet ändras till ett negativt tal och bågen blir hårdare.
Impedansen ökar om talet ändras till ett positivt tal
och bågen blir mjukare.
Du kommer åt funktionen genom att markera den
med hjälp av vredet B och trycka in vredet i max. 2
sekunder. Skalan visas på displayen A. Ställ in värdet
med vredet B och tryck in vredet i max. 2 sekunder för
att bekräfta.
Inductance 0.0
Burn Back Auto
Soft Start Auto
Pre Gas 0,1s
Process Params
• Burnback AUTO
Värdet kan ställas in på mellan -9,9 och +9,9. Det
används för att reglera längden på tråden som kommer
ut ur gasmunstycket efter svetsning. Ett positivt värde
motsvarar en högre förbränning av tråden.
Tillverkarens inställning är Auto. (förinställd funktion)
Du kommer åt funktionen genom att markera den med
hjälp av vredet B och trycka in vredet i max. 2 sekunder.
Skalan visas på displayen A. Ställ in värdet med vredet B
och tryck in vredet i max. 2 sekunder för att bekräfta.
Burn Back Auto
Soft Start Auto
Pre Gas 0,1s
Post Gas 3,0s
Process Params
• Soft Start AUTO
Värdet kan ställas in på mellan 0 och 100 %. Detta
är trådhastigheten, uttryckt i procent av den inställda
svetshastigheten, innan tråden nuddar arbetsstycket.
Denna inställning är viktig för en bra start.
Tillverkarens inställning är Auto.(förinställd funktion)
Du kommer åt funktionen genom att markera den med
hjälp av vredet B och trycka in vredet i max. 2 sekunder.
Skalan visas på displayen A. Ställ in värdet med vredet B
och tryck in vredet i max. 2 sekunder för att bekräfta.
Soft Start AUTO
Gas 0,1sPre
Post Gas 3,0s
LCD Contrast 50%
Process Params